Сварка
- Главная
/ Сварка


11 Марта 2026
Универсальный комплекс по роботизированной сварке
Описание
Роботизированный комплекс предназначен для выполнения дуговой и контактной сварки изделий в автоматическом режиме с использованием нескольких роботизированных постов, поворотных столов, сварочных источников, станций обслуживания и системы безопасности. Комплекс состоит из трех рабочих зон предварительной сборки и сварки и одной финальной зоны контактной сварки, объединенных в единую автоматизированную систему.
Основными исполнительными механизмами комплекса являются промышленные роботы Yaskawa Motoman GP12 и Yaskawa Motoman MH180, обеспечивающие высокую точность, стабильность и производительность при выполнении сварочных операций, перемещении деталей и обслуживании оснастки.

Роботы серии GP12 применяются для дуговой сварки и отличаются компактной конструкцией, высокой скоростью перемещения и повторяемостью. Полая конструкция оси позволяет прокладывать кабели и шланг-пакеты внутри манипулятора, что уменьшает вероятность повреждений и улучшает доступ к изделию.
Робот MH180 используется для операций контактной сварки и перемещения тяжелых деталей. Высокая грузоподъемность и увеличенная жесткость конструкции позволяют выполнять операции с тяжелыми сварочными клещами и крупногабаритными заготовками.
Система управления построена на базе контроллеров Yaskawa Motoman YRC1000, обеспечивающих синхронную работу нескольких роботов, позиционеров и периферийного оборудования. Контроллер поддерживает работу с внешними осями, промышленными сетями и системами автоматизации предприятия.

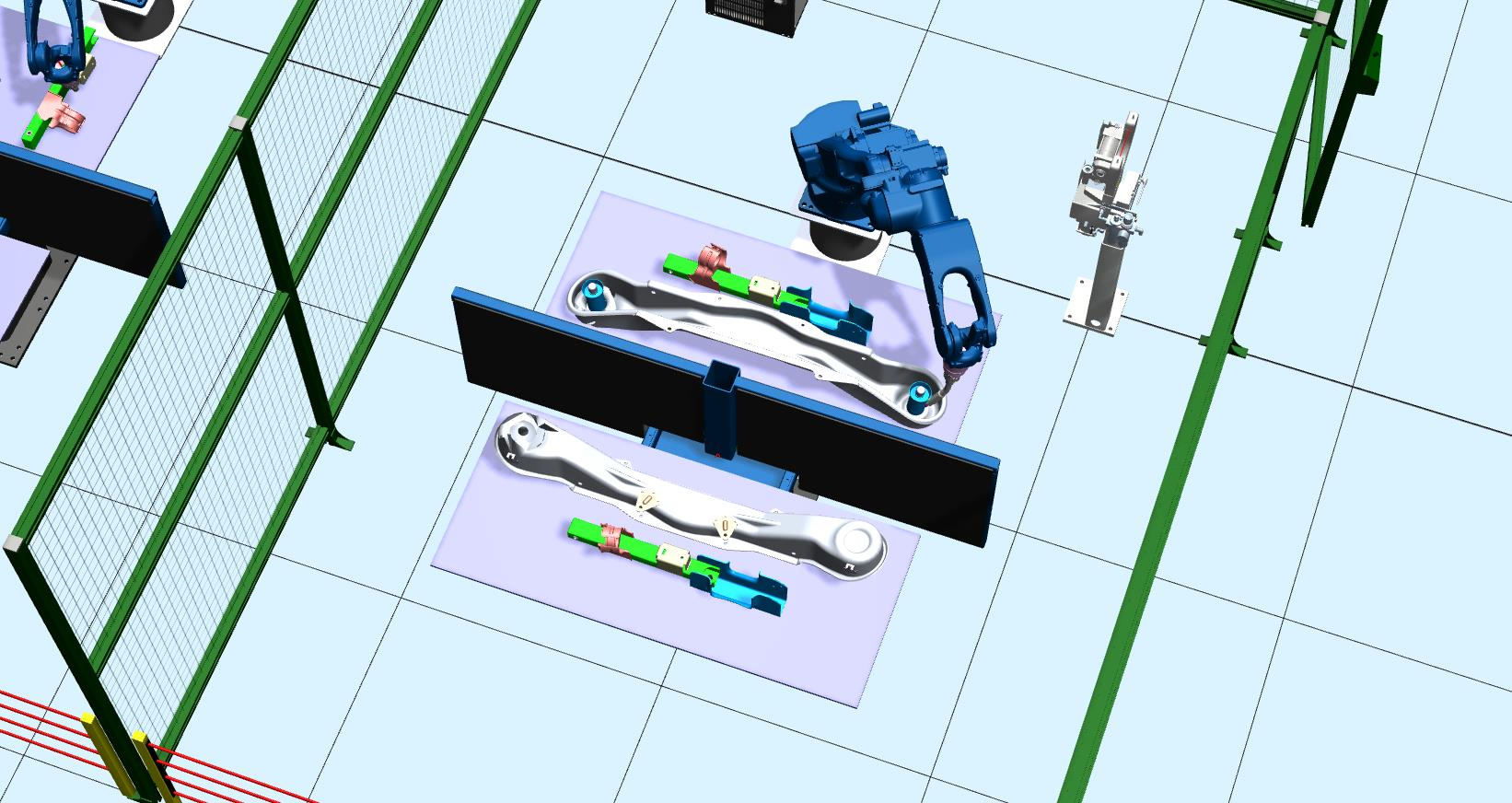
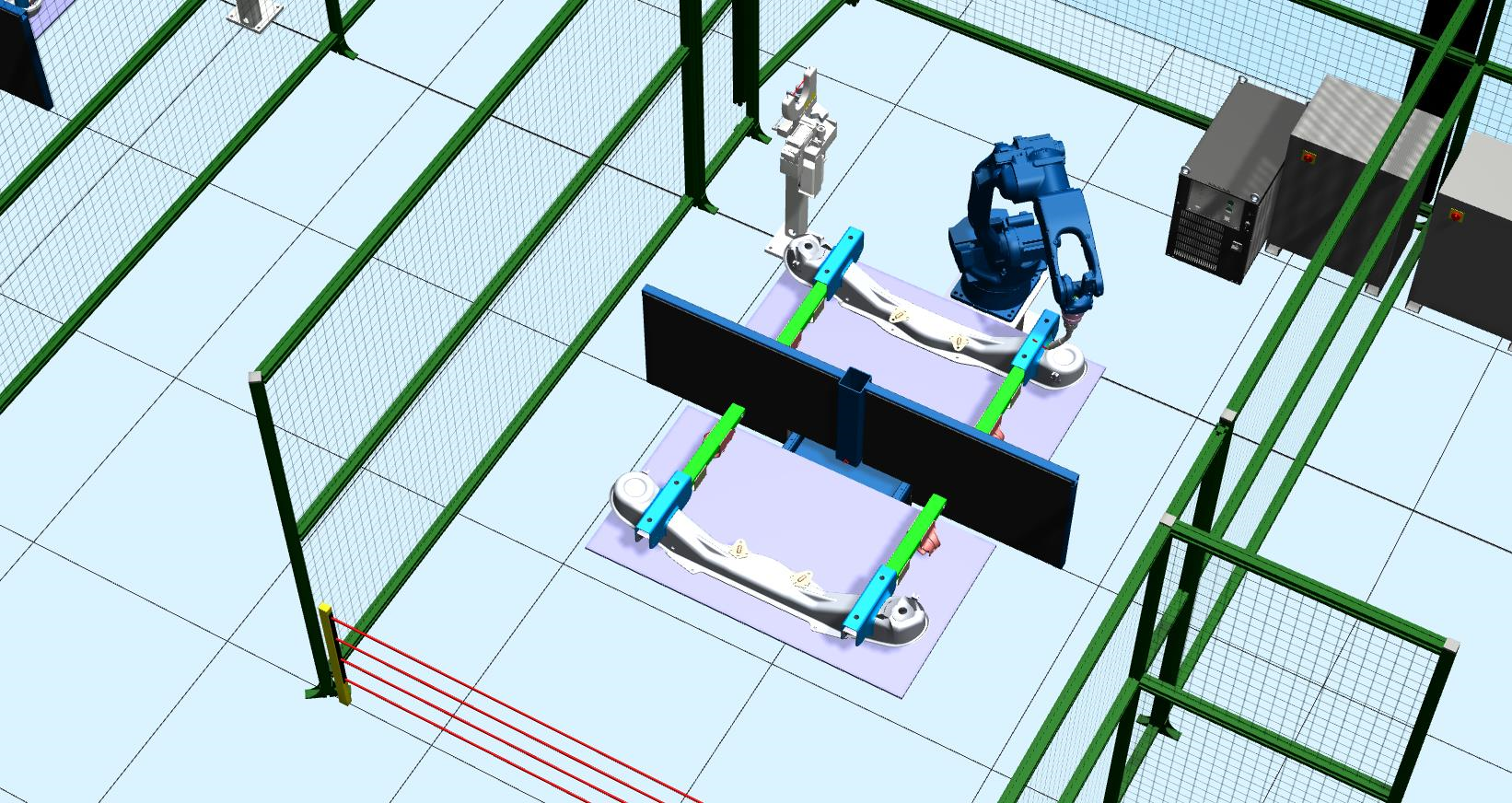
Позиционирование изделий осуществляется с помощью одноосевых поворотных столов Yaskawa Motoman VMI400, обеспечивающих разделение зон загрузки и сварки. Пока оператор устанавливает заготовку на одной стороне стола, на другой стороне выполняется сварка, что позволяет обеспечить непрерывный цикл работы.
Для выполнения дуговой сварки используются сварочные источники EWM Titan XQ R 500, оснащенные цифровым управлением и поддерживающие импульсные и стандартные режимы сварки. Источники обеспечивают стабильную дугу, высокое качество соединений и возможность интеграции с роботами.
Сварка выполняется с использованием роботизированных горелок Abicor W500 с жидкостным охлаждением. Горелки имеют модульную конструкцию и обеспечивают стабильную подачу проволоки, высокую точность и длительный срок службы.
Для защиты оборудования применяется система предотвращения столкновений Abicor iCAT, позволяющая избежать повреждений робота и сварочной горелки при аварийных ситуациях.

Финальная операция выполняется при помощи роботизированных клещей контактной сварки, установленных на роботе MH180. Клещи имеют встроенный трансформатор, обеспечивают высокое усилие сжатия и стабильный сварочный ток.
Для автоматического обслуживания горелок используются станции обслуживания SC220ASE, выполняющие очистку сопла, обрезку проволоки и нанесение защитной жидкости. Это позволяет поддерживать стабильное качество сварки при длительной работе комплекса.
Комплекс оснащается защитными ограждениями, световыми барьерами, системой безопасности, шкафами управления, кабельными трассами и всей необходимой периферией.
Технологический процесс выполняется циклически.
Оператор устанавливает детали в оснастку на поворотном столе, после чего стол разворачивается на 180°. Робот выполняет сварку, затем стол возвращается в зону оператора, где производится выгрузка готового изделия и установка следующей заготовки.

Такая схема позволяет обеспечить высокую производительность, безопасность оператора и стабильное качество сварки.
Технические характеристики
-
• Робот GP12, осей 6
-
• Грузоподъемность, кг 12
-
• Радиус действия, мм 1440
-
• Повторяемость, мм 0.02
-
• Масса, кг 150
-
• Мощность, кВт 1.5
-
• Робот MH180, осей 6
-
• Грузоподъемность, кг 180
-
• Радиус действия, мм 2702
-
• Повторяемость, мм 0.2
-
• Масса, кг 970
-
• Мощность, кВт 5
-
• Поворотный стол VMI400, кг 400
-
• Скорость вращения, об/мин 0–10.6
-
• Масса, кг 323
-
• Сварочный источник, А 500
-
• Питание, В 380
-
• Мощность, кВт 25.8
-
• Скорость подачи проволоки, м/мин 0.5–25
-
• Станция обслуживания, бар 6–8
-
• Напряжение управления, В 24
Комплектация
- • Роботы Yaskawa GP12, 3 шт
- • Робот Yaskawa MH180, 1 шт
- • Контроллеры YRC1000, 4 шт
- • Поворотные столы VMI400, 4 шт
- • Сварочные источники Titan XQ, 3 шт
- • Механизмы подачи проволоки, 3 шт
- • Горелки Abicor W500, 3 шт
- • Датчики столкновения iCAT, 3 шт
- • Роботизированные клещи контактной сварки, 1 комплект
- • Станции обслуживания горелок, 3 шт
- • Тумбы для роботов, 3 шт
- • Ограждения и сварочные шторы, комплект
- • Система безопасности, комплект
- • Интеграция и пусконаладка, комплект
** Общая стоимость комплекта - 54 918 000 руб. (включая ндс 22%) **







