Роботы


19 Марта 2026
Промышленный робот-манипулятор Yaskawa Motoman AR 2010
Yaskawa AR 2010 — универсальный промышленный шестиосевой робот с полезной нагрузкой 12 кг, увеличенным радиусом действия обеспечивает непревзойденную производительность сварки. Идеально подходит для работ с сельскохозяйственной/строительной техникой и автомобильными рамами. Продуманный контур обеспечивает легкий доступ к деталям в труднодоступных местах и позволяет избежать возможных проблем с горелкой. Высокие значения допустимого момента и инерции обеспечивают жесткость запястья и стабильное качество сварки. Отверстие в руке диаметром 50 мм для шлангов горелки и проводов датчиков уменьшают помехи и износ кабеля. Минимальный вылет по оси U и внутренняя направляющая по оси S увеличивают срок службы кабелей и обеспечивают максимальный доступ к свариваемым деталям. Точное синхронизированное движение с другими роботами и сервопозиционерами Yaskawa. Разнообразие самых передовых и эксклюзивных функций программирования максимизируют качество и скорость сварки. В компактном контроллере YRC используется легкий стандартный пульт обучения с интуитивно понятным программированием.
Технические характеристики: Количество осей: 6 Максимальная грузоподъемность: 12 кг Повторяемость: 0,03 мм Досягаемость по горизонтали: 2,010 мм Досягаемость по вертикали: 3,649 мм Масса: 260 кг Количество входов/выходов: 17 Размер разъемов встроенной воздушной линии: 3/8 Номинальная мощность: 2 кВт
Сварочный источник MEGMEET Artsen PRO 500P
Интеллектуальный сварочный полуавтомат с расширяемой технологической платформой. Превосходная интеграция с роботами и специальными устройствами.
Artsen Pro Series – сварочный источник, основанный на серии Artsen Plus. Сочетает в себе:
- Червячный мотор-редуктор с высоким крутящим моментом и низкой инерцией, а также высокоточный энкодер.
- Стабильную и универсальную высокоскоростную аппаратную платформу. Открытая система позволяет обновлять процессы сварки. Программа управления и базы данных постоянно обновляются.
- Различные сварочные процессы, а также возможность их комбинирования и переключения между ними.
- Оснащен портом USB для обновлений, обеспечивающим доступ к самым передовым процессам сварки, а также ПО, наиболее подходящему для различных условий сварки.
- Возможность подключения к промышленным роботам при помощи нескольких интерфейсов для связи с роботом (аналоговый, DeviceNet, CAN Open, MEGMEET CAN, EtherNet/IP (1)).
Процесс SAP (Short Arc Puls) – это модифицированный импульсный процесс, позволяющий добиться значительно лучших результатов по сравнению со сваркой традиционной импульсной дугой. Постоянный контроль длины дуги кратковременными замыканиями дугового промежутка во время отделения капли металла от проволоки позволяет осуществлять адаптацию параметров каждого импульса к реальному положению и размерам сварочной ванны. В результате, сохраняя способность импульсного процесса производить сварку практически без брызг, SAP реализует на минимально возможной длине дуги с максимально возможной частотой импульсов, подавляя характерное для импульсной сварки образование подрезов и значительно повышая стабильность образования шва на высоких скоростях с функцией "Стабилизатор длины дуги". В сочетании с работой стабилизатора проплавления, подавляющего влияние изменения вылета проволоки на эффективную мощность дуги, получение превосходных результатов сварки гарантировано. Используется для высокопроизводительной и высокоскоростной сварки ответственных металлоконструкций из углеродистых и легированных сталей, Cr-Ni, алюминиевых и других цветных сплавов. Также подходит для наплавки слоев со специальными свойствами и дуговой пайки бронзовыми проволоками.
Процесс DLS (DC Low Spatter) является модификацией переноса металла с контролируемыми короткими замыканиями в сочетании с высочайшей стабильностью горения дуги. Получение высококачественного сварного соединения и повышенной производительности процесса обусловлено специальным алгоритмом регулирования сварочного тока в момент перехода капли металла в сварочную ванну. Короткое замыкание сварочной цепи, сопровождающее перенос капли, инициируется и протекает на пониженном токе, что позволяет реализовать мягкое зажигание дуги после отрыва капли и образования дугового промежутка. Во время сварки наблюдается значительное отличие от традиционного процесса сварки на постоянном токе. Благодаря быстродействующей системе управления и высокоскоростной шине данных, реализованных в сварочной платформе ArtsenPlus, контроль над горением дуги в значительной степени улучшен. Система способна мгновенно идентифицировать фазы переноса металла и в соответствии с заложенным алгоритмом осуществлять высокодинамичное регулирование параметров. В сочетании с работой стабилизатора проплавления, подавляющего влияние изменения вылета проволоки на эффективную мощность дуги, получение превосходных результатов сварки гарантировано. Применяется для формирования корня шва, при сварке тонких листов и для сварки вертикальных швов снизу-вверх.
Контроллер Yaskawa Motoman YRC 1000
Yaskawa Motoman YRC 1000 — это компактная и мощная многозадачная платформа контроллера для роботов и периферийных устройств, таких как позиционеры, линейные оси и порталы, координирующая движение до 8 роботов (главный/подчиненный) и дополнительных внешних осей (в общей сложности до 72). Yaskawa Motoman YRC 1000 может быть использован со всеми роботами для обработки и точечной сварки серии GP, роботами для дуговой сварки серии AR, коботами серии HC и укладчиками на поддоны серии PL. Концепция работы роботов Motoman разрабатывалась и оптимизировалась на протяжении многих лет, основываясь на опыте и отзывах более чем 500 000 роботов, установленных в полевых условиях, что привело к созданию высокоэффективной операционной и программной среды, простой и легкой в использовании. Как правило, YRC 1000 поставляется со стандартным пультом для программирования робота, имеющего сенсорный дисплей, горячие клавиши, что предполагает быстрое программирование позиций и изменение необходимых параметров. Понятные структуры программ с помощью простых операторов на основе строк. Используя язык высокого уровня Inform III, специалисты могут использовать мощные команды, использовать логику управления или даже самостоятельно создавать сложные функции управления движением или связью. Управление правами пользователей основано на современной системе USB Stick. Быстрый многозадачный процессор, современная операционная система и превосходная технология высокоскоростных сервоприводов Yaskawa Sigma7 обеспечивают высокие ускорения, скорости вращения осей и превосходные характеристики траектории.
Многозадачная операционная система с быстрым интерполяционным циклом не требует защиты от вирусов (что избавляет от необходимости обновлять/обслуживать систему). Время загрузки составляет меньше сорока секунд а, благодаря быстрому интерполяционному циклу, все роботы Motoman демонстрируют превосходные характеристики траектории. Функция Advanced Robot Motion (ARM) динамически рассчитывает и контролирует крутящий момент и нагрузку на оси робота, оптимизирует ускорение и скорость, устраняет вибрации, быстро корректирует положение целевой координаты и обеспечивает высокочувствительное обнаружение коллизий. Различные методы интерполяции, функции переключения траектории и контроля уровня положения позволяют точно определить и выполнить траекторию движения робота. Интегрированный, быстрый мягкий ПЛК, тесно взаимодействующий с программными входами/выходами робота, может использоваться для управления периферийными устройствами или небольшими производственными ячейками и, в перспективе, может сделать контроллер ячейки ПЛК ненужным в простых комплексах.
YRC 1000 может быть легко интегрирован в существующие сети. Контроллер робота оснащен набором стандартных коммуникационных интерфейсов, например, двумя портами Ethernet или цифровыми входами/выходами, а также функцией веб-сервера TCP/IP с поддержкой FTP, позволяющей считывать/настраивать состояние контроллера или осуществлять удаленный мониторинг/обслуживание через Web. Имеются и другие коммуникационные платы цифровых и аналоговых входов/выходов. YRC 1000 поддерживает интерфейсы и протоколы связи для цифровой фабрики/Индустрии 4.0, например, OPC/UA (поддерживает спецификацию VDMA Robotics Companion Specification). Поддерживаются такие полевые шины, как Profinet, Devicenet, ASI-Bus, Profibus, EthernetIP, ModbusTCP, CCLink, EtherCAT, включая их варианты шин безопасности, а также специфические интерфейсы, такие как Euromap или Varan. Имеются прямые или основанные на полевой шине коммуникационные интерфейсы для большого количества периферийных устройств и оборудования, часто в сочетании с интеграцией HMI, например, для поддержки различных контроллеров сварки, захватов, систем 2D/3D-видения или датчиков силы/крутящего момента.
Описание технологического процесса
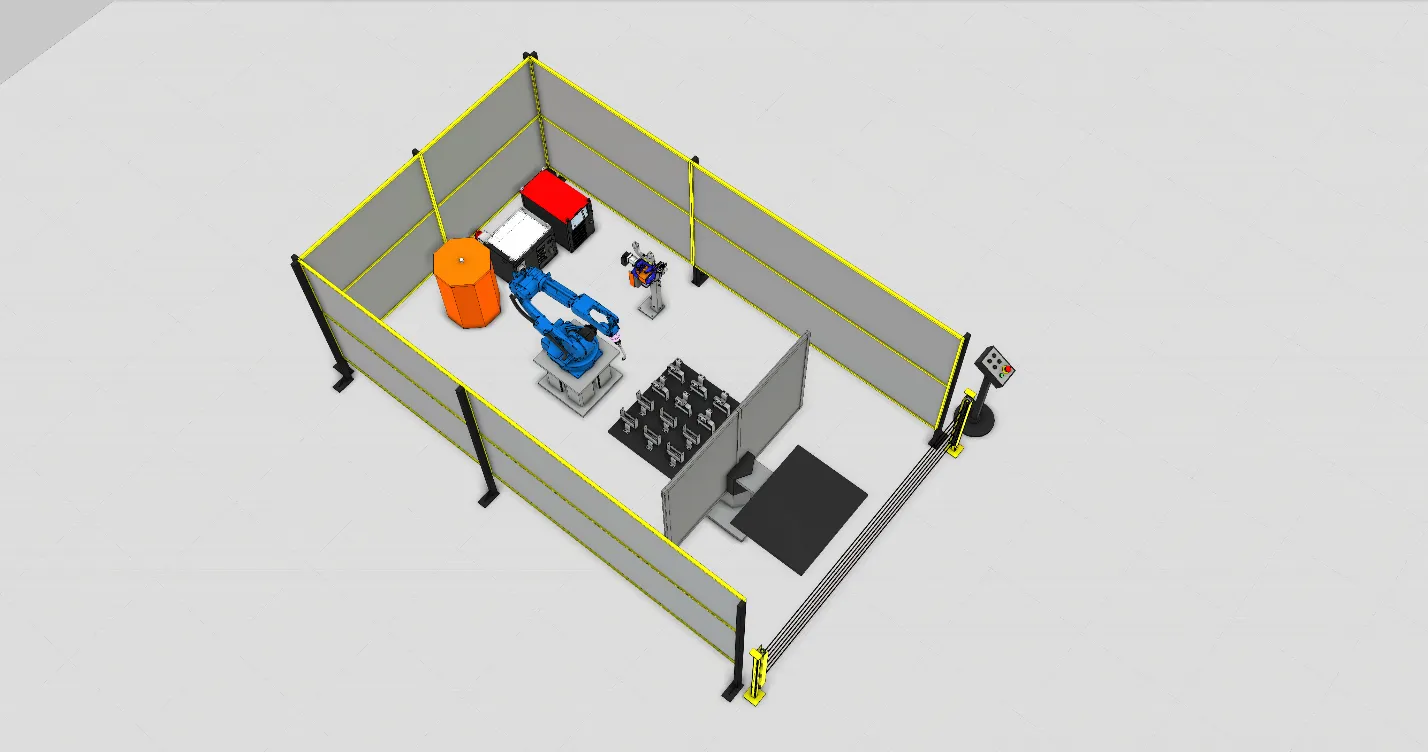
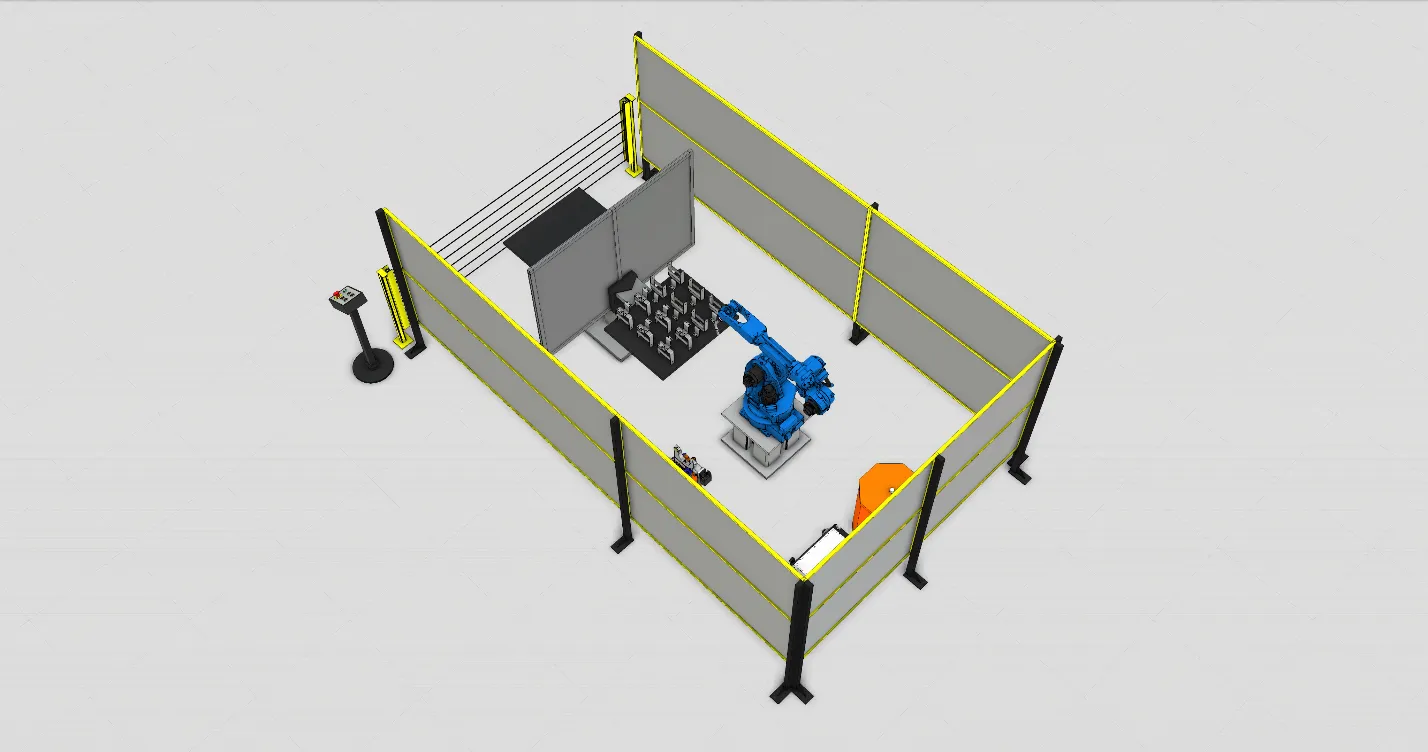
Роботизированный комплекс состоит из зоны сварки и зоны загрузки. Оператор устанавливает заготовку в оснастку на поворотном столе, после чего выходит наружу участка и запускает управляющую программу.
Поворотный стол разворачивается в рабочую зону, и робот приступает к сварке. В этот момент перед оператором находится противоположная сторона поворотного стола, с которой он может забрать готовое изделие или поменять его на заготовки во время сварки роботом. Между циклами сварки робот использует станцию обслуживания горелки.
Техпроцесс предполагает одну перестановку изделия «Упор 0102» для обеспечения сварки недоступных мест без использования дополнительных осей.
Цены и комплектация
- Промышленный робот Yaskawa Motoman AR 2010 + одноосевой поворотный стол Yaskawa Motoman VMI-400 + контроллер Yaskawa Motoman YRC 1000
- Сварочный источник MEGMEET Artsen PRO P
- Роботизированная сварочная горелка TRM 602 W + датчик столкновений
- Станция обслуживания горелки SC220ASE
- Защитные ограждения и сварочные шторы
- Система безопасности
- Тумба для робота
- Сварочная оснастка для изделия «Упор 0102»
- Сварочная оснастка для изделия «Планка 0141»
- Обучение персонала
- Интеграция вышеперечисленного оборудования в единый комплекс.
Общая стоимость комплекса: 12 603 597 руб. (включая НДС 22%)







