Станки


15 Января 2026
Токарный обрабатывающий центр C250-1000

Токарный обрабатывающий центр C250-1000 — это универсальный станок серийного класса, рассчитанный на стабильную работу при длительных циклах и обработке деталей средней и повышенной сложности. Конструкция ориентирована на жёсткость и демпфирование: массивная станина из высокопрочного чугуна и рациональная компоновка узлов снижают вибрации, повышают качество поверхности и помогают удерживать геометрию при тяжёлых режимах резания. Рабочая зона удобна как для работы с прутковыми заготовками, так и для деталей, устанавливаемых в патрон. Наклонная компоновка способствует эффективному отводу стружки и облегчает обслуживание, а доступ к инструменту и оснастке остаётся удобным даже при интенсивной эксплуатации. Станок оснащается серво-револьверной головкой и гидравлической задней бабкой, что расширяет диапазон выполняемых операций и позволяет уверенно обрабатывать как компактные, так и протяжённые детали. Прецизионные направляющие и шарико-винтовые передачи обеспечивают плавность перемещений, стабильность размеров и повторяемость в серии.

Шпиндельный узел
Шпиндельный узел C250-1000 выполнен как жёсткая силовая система для стабильной работы в тяжёлых режимах резания. Усиленная конструкция и высокоточные подшипниковые опоры обеспечивают надёжное удержание геометрии, снижение биений и устойчивое качество поверхности. Привод шпинделя уверенно держит обороты под нагрузкой, что важно при черновой обработке, резьбонарезании и работе с прутком.
Система ЧПУ Siemens
Система ЧПУ Siemens 828 поддерживает такие высокоточные функции, как кинематические трансформации, а также содержит эффективные средства управления станками. В одном устройстве объединены функции управления ЧПУ, ПЛК, пульт оператора, а также панель управления осями для шести измерительных контуров ЧПУ. Программное обеспечение системы специально разработано для сложных токарных и фрезерных станков, устанавливаемых в заводских цехах.
Основные характеристики: До 5 осей/шпинделей Возможность периферийного фрезерования по оси А Оптимально подготовлена для обработки литых и штампованных деталей Минимальные требования по размещению 8 - дюймовый TFT-дисплей с полноценной QWERTY-клавиатурой, USB и пр. Простота в обслуживании – отсутствие аккумуляторной батареи, вентилятора или жесткого диска Технология 80-бит NANOFP Интеллектуальное управление с Advanced Surface Поддержка графического и DIN программирования

Диапазон обработки
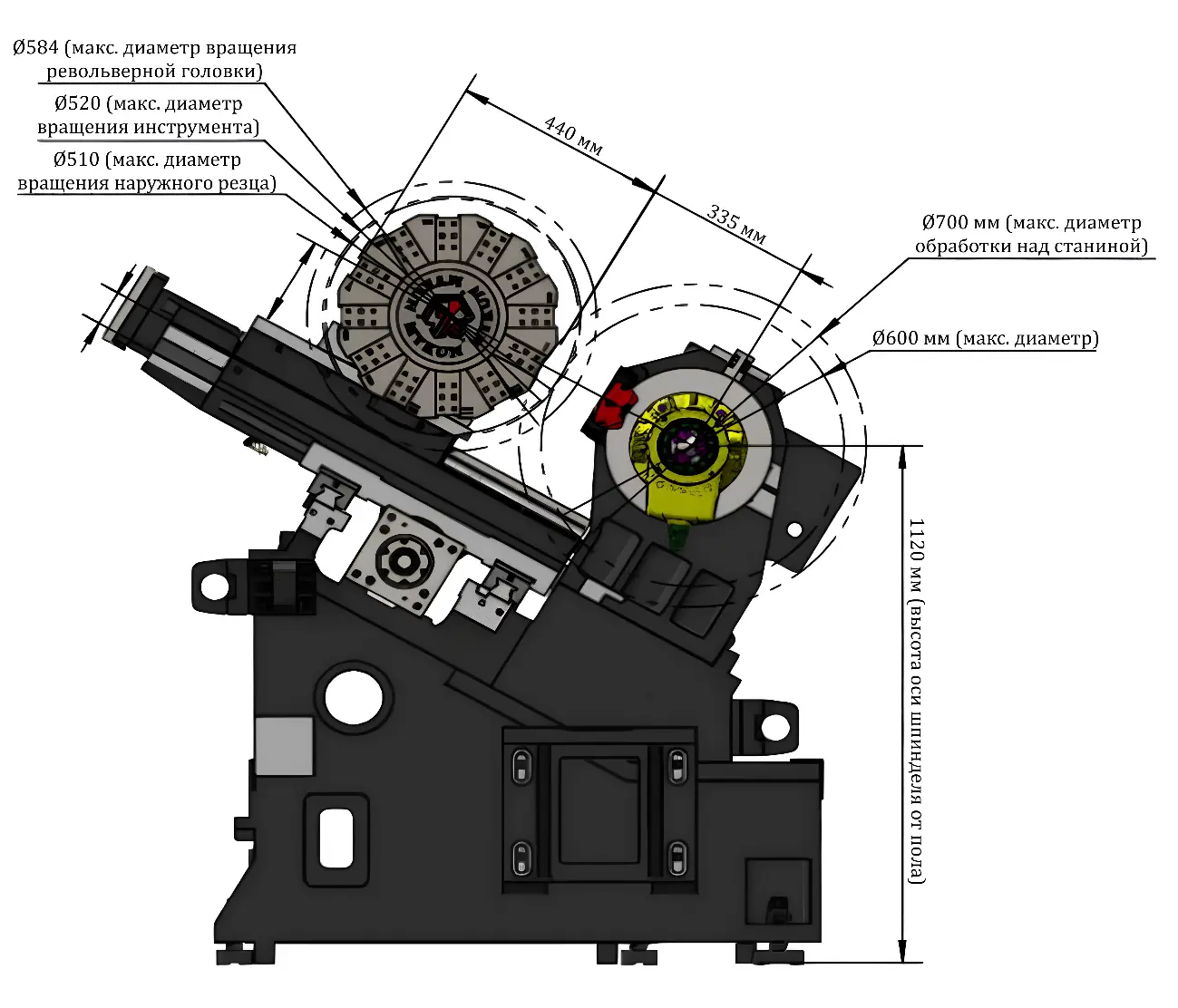
Макс. диаметр над суппортом, мм
Ø700
Макс. диаметр точения, мм
Ø600
Стандартный диаметр точения, мм
Ø260
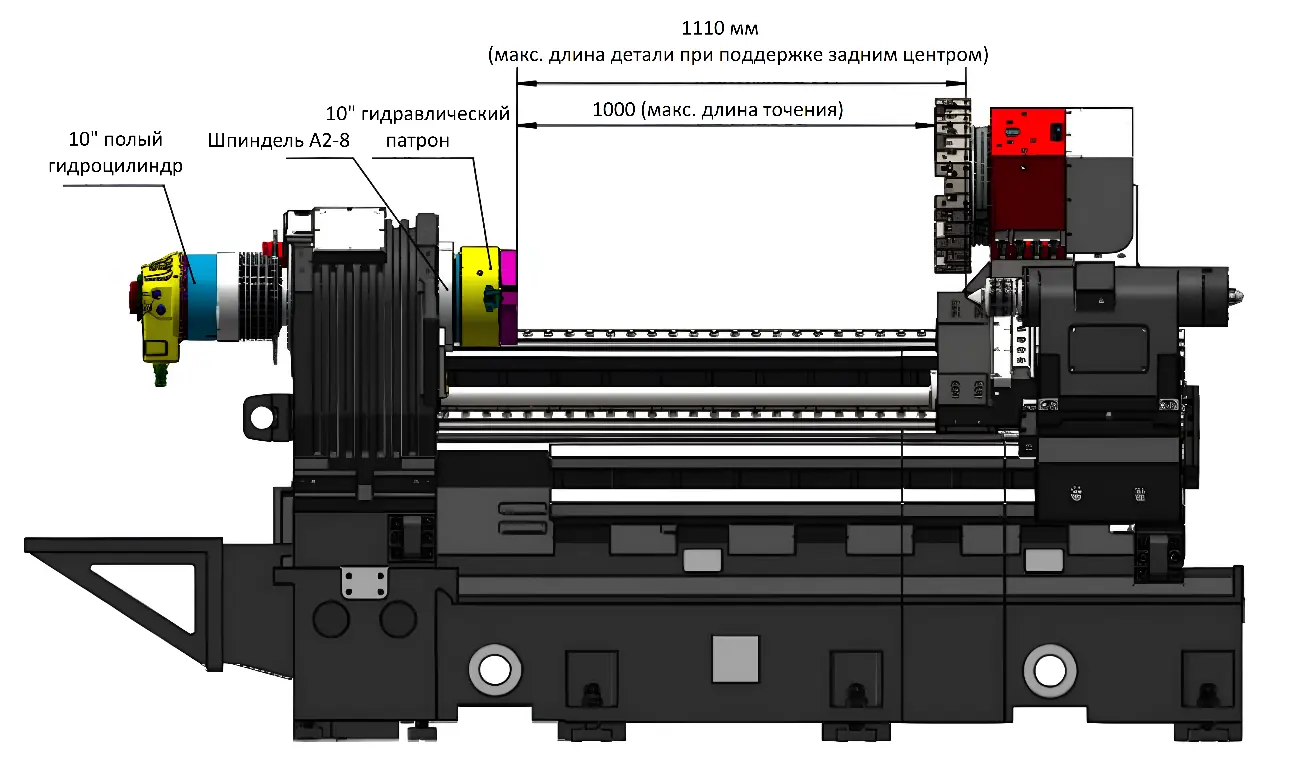
Макс. длина точения, мм
1000
Размер патрона, дюйм
10"
Диаметр прутка (bar capacity), мм
Ø72
Шпиндель
Тип носа шпинделя
A2-8
Модель подшипников шпинделя
NN3024 + 120B + NN3022
Диаметр сквозного отверстия шпинделя, мм
Ø86
Привод шпинделя
Синхронный ременной привод
Передаточное отношение
1:2
Макс. крутящий момент, Н·м
384
Макс. частота вращения, об/мин
3500
Параметры перемещений
Ход осей X/Z, мм
320 / 1180
Быстрые перемещения X/Z, м/мин
25
Направляющие X/Z, мм / тип
45 / линейные направляющие
ШВП X/Z: диаметр/шаг
Ø40/50 × шаг 10
Точность позиционирования X/Z, мм
0,005 / 0,008
Повторяемость X/Z, мм
≤0,005
Мощности
Двигатель оси X, кВт
2,2
Двигатель оси Z, кВт
2,2
Двигатель шпинделя, кВт
15
Гидростанция, кВт
2,2
Насос СОЖ, кВт
0,55
Кондиционер шкафа, кВт
0,3
Револьверная головка
Тип револьверной головки
MK-125SV-12T-440
Время смены инструмента (соседний/противоположный), с
0,27 / 0,57
Держатели квадратного инструмента, мм
25
Держатели круглого инструмента, мм
Ø40
Прочее
Электропитание / мощность, В / кВА
380 / 30
Объём гидробака, л
55
Габариты (Д×Ш×В), мм
5375 × 1970 × 2226
Масса, кг
6000
Комплектующие и производители
Система ЧПУ (контроллер) — Siemens 828D
Siemens (Германия)
Серводвигатели приводов — 12NM / 1FK2306-4AC11-0MBO (X), 12NM / 1FK2306-4AC01-0MBO (Z)
FANUC (Япония)
Подшипники шпинделя — NN3024 + 120B + NN3022
NSK (Япония)
Направляющие — HSR45LR
THK (Япония)
ШВП — EBB3210 (X), EBB4010 (Z)
THK (Япония)
Оснастка — X3-10A8
Autogrip (Тайвань, Китай)
Гидроцилиндр — XH-1075T
SANLIU (Китай)
Электрокомпоненты — LC1N0910M5N
Schneider Electric (Франция)
Револьверная головка — MK-125SV-12T-440
Mykun (Тайвань, Китай)
Подшипники ШВП — 2562 (X), 3062 (Z)
NSK (Япония)
Насос смазки — YET-V2P2 220V
ISHAN (Тайвань, Китай)
Охлаждение шкафа управления — EA-300-1225
WINHEE (Китай)
Станина — цельнолитая наклонная, чугун Meehanite, интеграция мех/электр/гидросистем
CHUANHE (Китай)
Гидрокомпоненты (патрон) — HK-2F1-A-B
HYKO (Китай)
Стружкоудалитель — автоматический цепной, боковой/задний
Jibao (Китай)
Рекомендации по подготовке помещения и инженерных сетей
Для стабильной и точной работы токарного станка необходимо заранее подготовить место установки и инженерные сети с учётом требований оборудования и условий эксплуатации. Помещение и площадка установки: Площадь помещения должна обеспечивать размещение станка с учётом зон обслуживания, наладки, смены инструмента и удаления стружки. Необходимо предусмотреть свободный доступ к шкафам управления, гидро- и пневмоагрегатам, а также место для вспомогательного оборудования. Пол должен быть жёстким, ровным и виброустойчивым; при установке высокоточных станков рекомендуется бетонное основание соответствующей толщины, при необходимости — анкерное крепление. Условия эксплуатации — в пределах, допустимых для станка (как правило, +5…+40 °C), без резких перепадов температуры и образования конденсата. Помещение должно быть защищено от влаги, агрессивных сред и повышенной запылённости. Освещение — равномерное и достаточное для безопасной работы и наладки. Электроснабжение: Питание станка должно соответствовать требованиям производителя (обычно 380 В, 50 Гц). Электропитание рекомендуется выполнять по отдельной линии с автоматической защитой от короткого замыкания и перегрузки. Обязательно наличие защитного заземления и системы уравнивания потенциалов. Для высокоточных станков желательно предусмотреть стабильность напряжения и резерв по мощности для периферийного оборудования. Пневмосеть (при необходимости): Для работы пневмосистем станка, зажимных устройств и вспомогательных механизмов требуется подвод сжатого воздуха с давлением, соответствующим требованиям оборудования (обычно 5–8 бар). Рекомендуется использование системы подготовки воздуха с фильтрацией и осушением для обеспечения надёжной и долговечной работы пневмоэлементов. Дополнительные условия: Необходимо предусмотреть отвод стружки и СОЖ, а также возможность подключения к системе удаления отходов и обслуживания охлаждающей жидкости, если это предусмотрено конфигурацией станка. Подготовка помещения в соответствии с данными рекомендациями позволяет обеспечить точность обработки, снизить риск простоев и повысить надёжность эксплуатации токарного станка.
Общая стоимость комплекса: 481 464 руб. (включая НДС 22%)







