Новости и события


11 Марта 2026
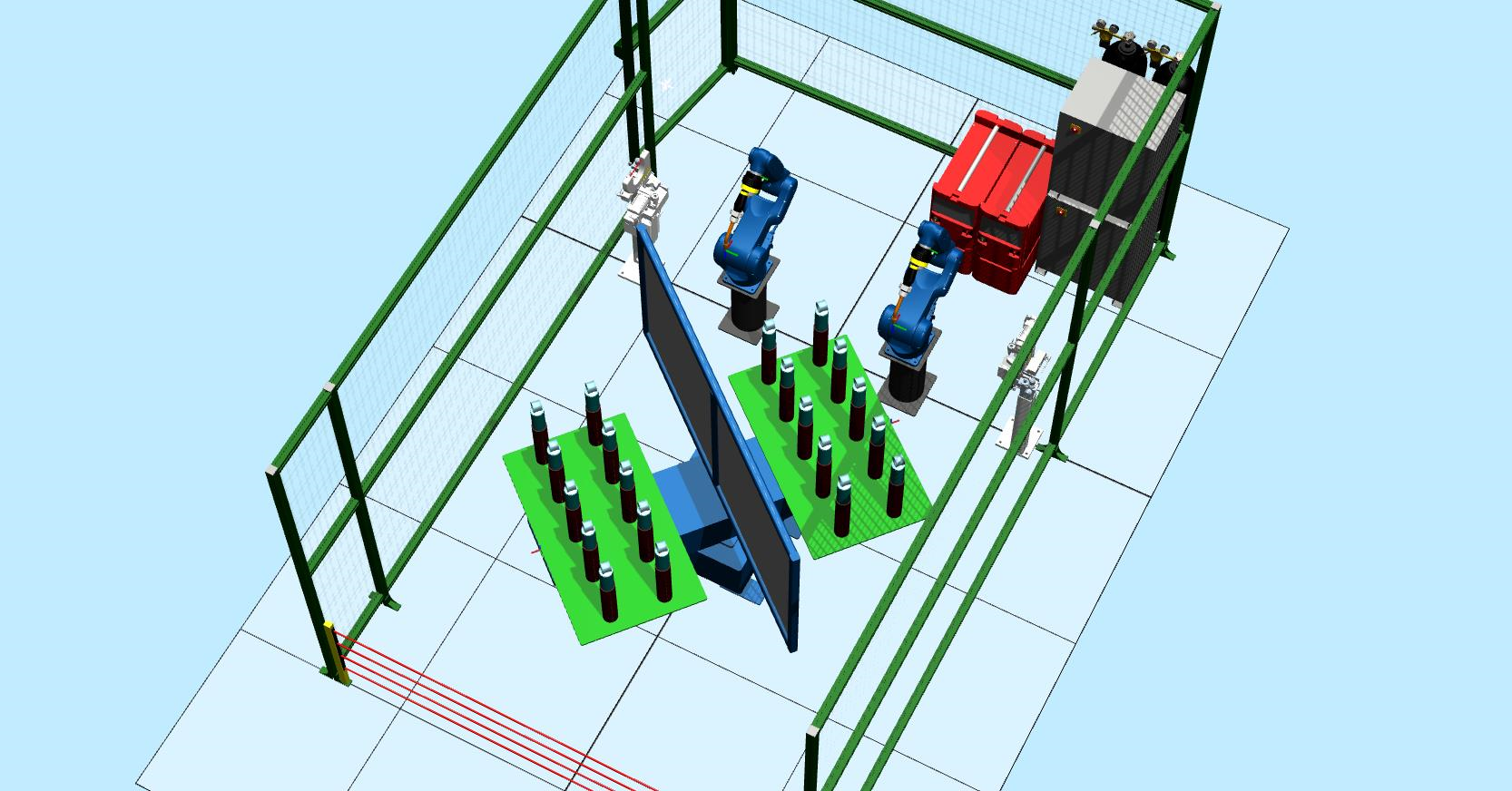
Универсальный роботизированный сварочный комплекс
Описание
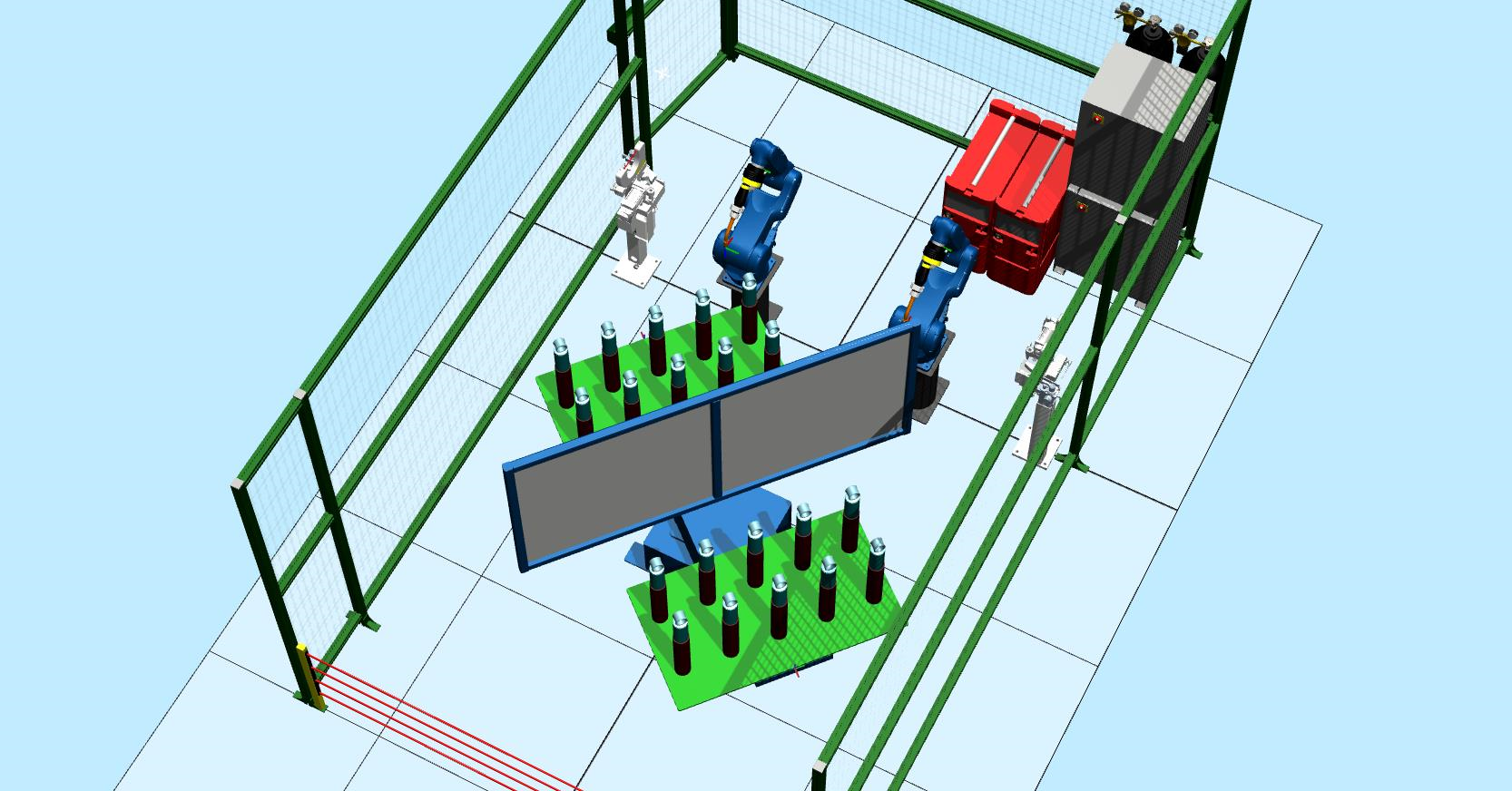
Комплекс предназначен для выполнения автоматической дуговой сварки деталей подвески и металлоконструкций с использованием двух промышленных роботов, одноосевого поворотного стола, сварочных источников, станций обслуживания горелок и системы безопасности.
Основными исполнительными механизмами являются промышленные роботы CRP RA09A-06, обеспечивающие высокую скорость, точность позиционирования и стабильность при выполнении сварочных операций.
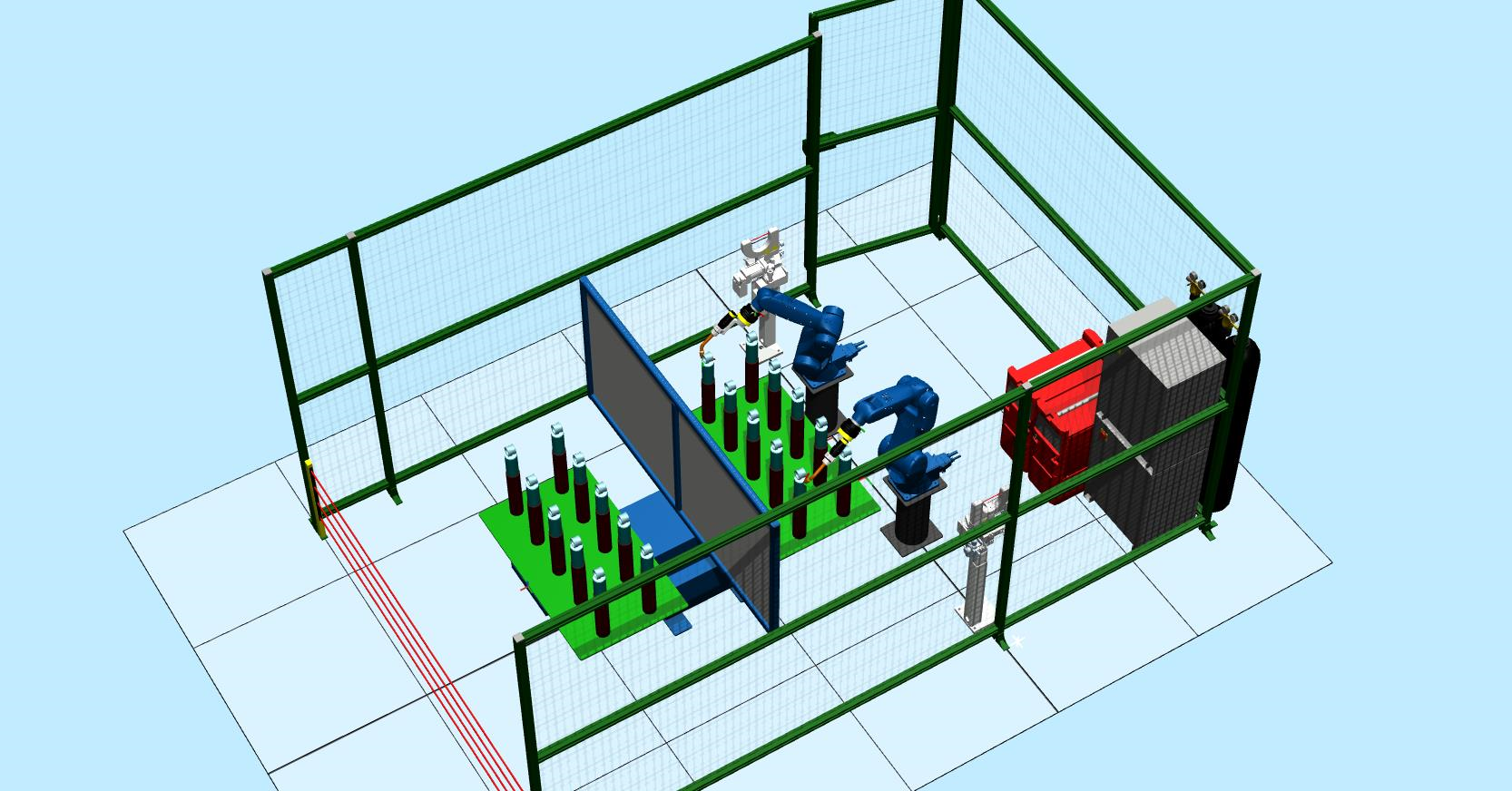
Роботы имеют шесть степеней свободы, встроенную проводку, герметичный корпус и возможность установки на пол, стену или потолочную балку.
Управление выполняется через шкаф электроавтоматики G4 и пульт обучения с сенсорным экраном. Контроллер способен управлять роботом и дополнительными осями, а также взаимодействовать с внешними устройствами через Ethernet, RS232, RS485, CAN и DeviceNet.
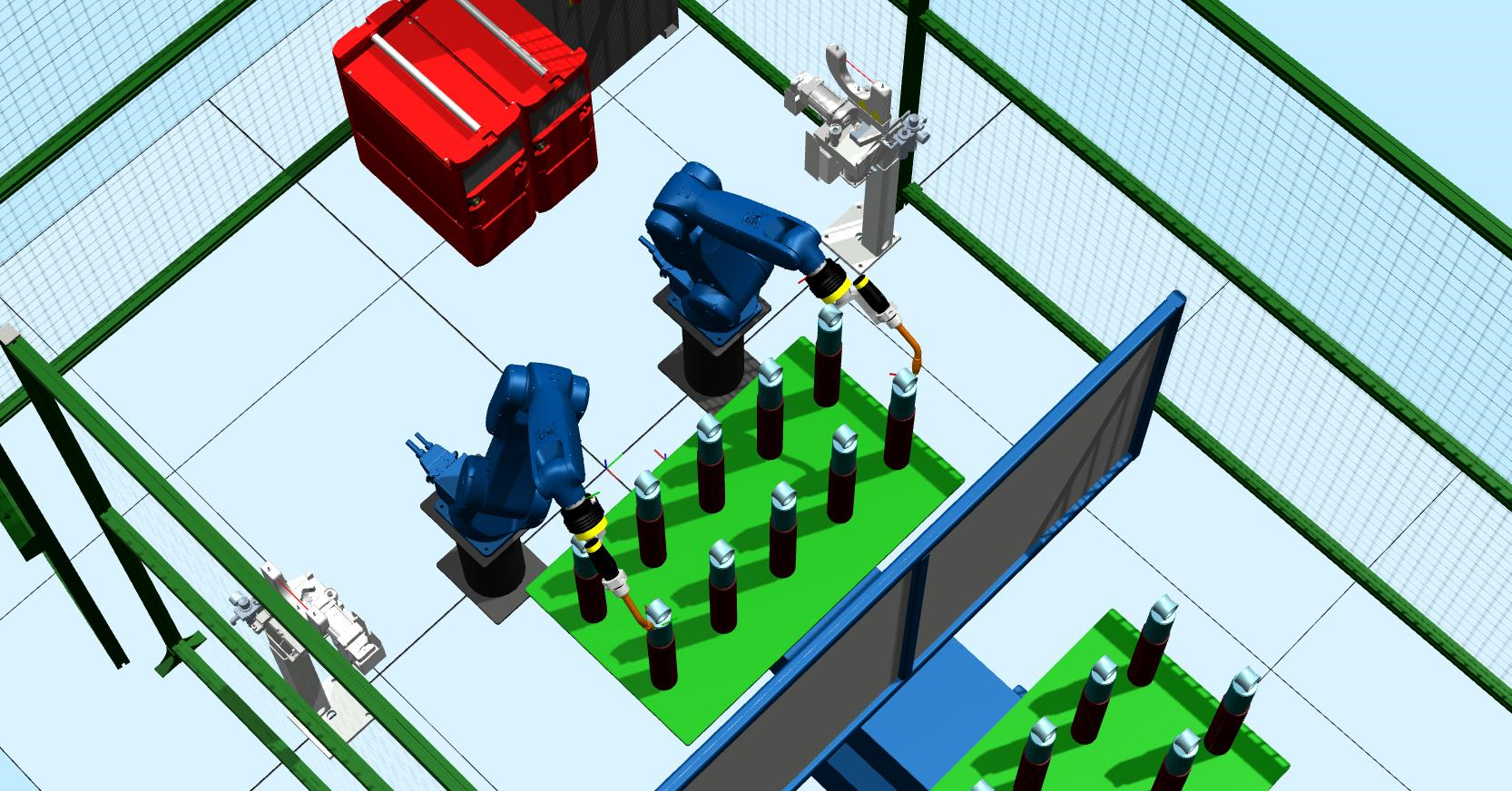
Позиционирование изделия выполняется при помощи одноосевого поворотного стола WB1S-500A, обеспечивающего разделение зон загрузки и сварки.
Сварка выполняется источниками MEGMEET ARTSEN PM500D PRO, поддерживающими импульсную сварку, короткую дугу и режимы с минимальным разбрызгиванием.
Роботы оснащаются горелками RWM 500 с жидкостным охлаждением, датчиками столкновения и станциями обслуживания SC220ASE.
Комплекс оснащается сварочной оснасткой, защитными ограждениями, системой безопасности и комплектом управления.
Описание технологического процесса
-
• Подготовка заготовок
Оператор устанавливает детали подвески в сварочную оснастку, закрепленную на планшайбе поворотного стола. -
• Подтверждение загрузки
После установки оператор нажимает кнопку запуска.
Система безопасности блокирует доступ в рабочую зону. -
• Поворот позиционера
Поворотный стол разворачивается на 180° и подает изделие в рабочую зону роботов. -
• Запуск сварочной программы
Контроллер запускает заранее записанную программу сварки.
При необходимости оператор может изменить программу через пульт обучения. -
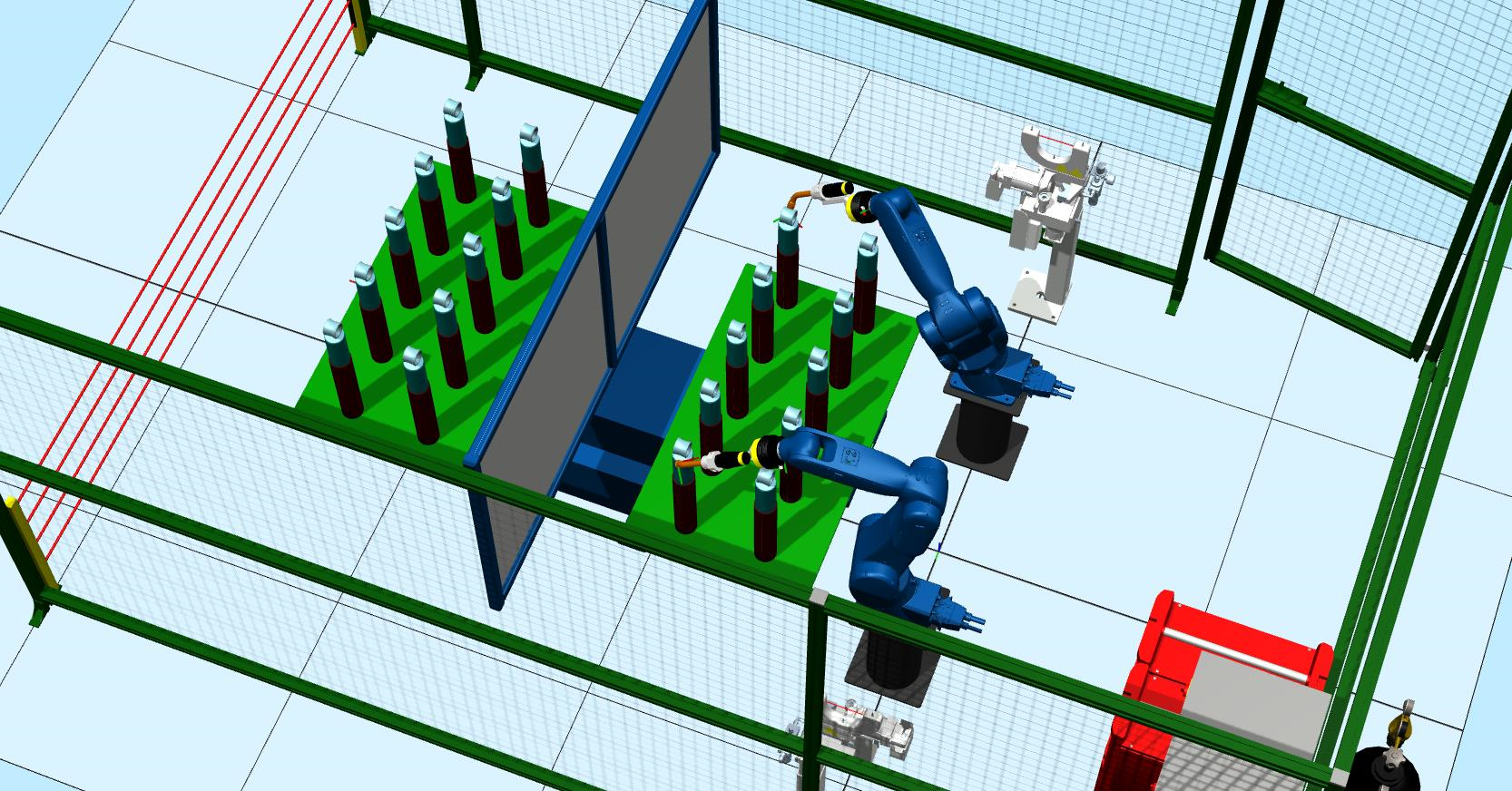
• Выполнение сварки двумя роботами
Два робота выполняют сварку одновременно, что позволяет сократить время цикла.
Выполняются операции:
-
прихватка
-
основной шов
-
сварка точек
-
сварка угловых соединений
-
сварка коротких швов
-
• Синхронная работа позиционера
Позиционер может поворачивать изделие для удобного доступа к швам. -
• Контроль параметров
Система контролирует: -
ток
-
напряжение
-
подачу проволоки
-
положение робота
-
состояние датчиков
-
• Очистка горелки
После заданного количества циклов робот автоматически перемещается на станцию обслуживания, где выполняется: -
очистка сопла
-
обрезка проволоки
-
нанесение антибрызговой жидкости
Периодичность очистки задается оператором.
-
• Завершение цикла
После окончания сварки: -
роботы возвращаются в домашнее положение
-
позиционер разворачивается к оператору
-
подается сигнал готовности
-
• Выгрузка изделия
Оператор снимает готовое изделие и устанавливает следующую заготовку. -
• Повтор цикла
После подтверждения загрузки цикл повторяется.
Расчетное время сварки одного изделия двумя роботами составляет около 4 секунд, что обеспечивает высокую производительность комплекса.
Технические характеристики
-
• Робот, осей 6
-
• Грузоподъемность, кг 6
-
• Радиус, мм 916
-
• Повторяемость, мм 0.03
-
• Позиционер, кг 500
-
• Диаметр стола, мм 800
-
• Угол, ±360°
-
• Источник, А 500
-
• Мощность, кВА 24
-
• Горелка, А 500
-
• Охлаждение, жидкостное
Комплектация
- • Роботы CRP RA09A, 2 шт
- • Контроллеры, 2 шт
- • Поворотный стол WB1S-500, 1 шт
- • Источники Megmeet 500, 2 шт
- • Горелки RWM500, 2 шт
- • Станции SC220ASE, 2 шт
- • Тумбы, 2 шт
- • Оснастка, комплект
- • Ограждения, комплект
- • Система безопасности, комплект
- • Интеграция, комплект
Общая стоимость: 10 500 000 руб. (включая НДС 22%)






