Новости и события


11 Марта 2026
Роботизированный комплекс для сварки кабельных лотков
Описание
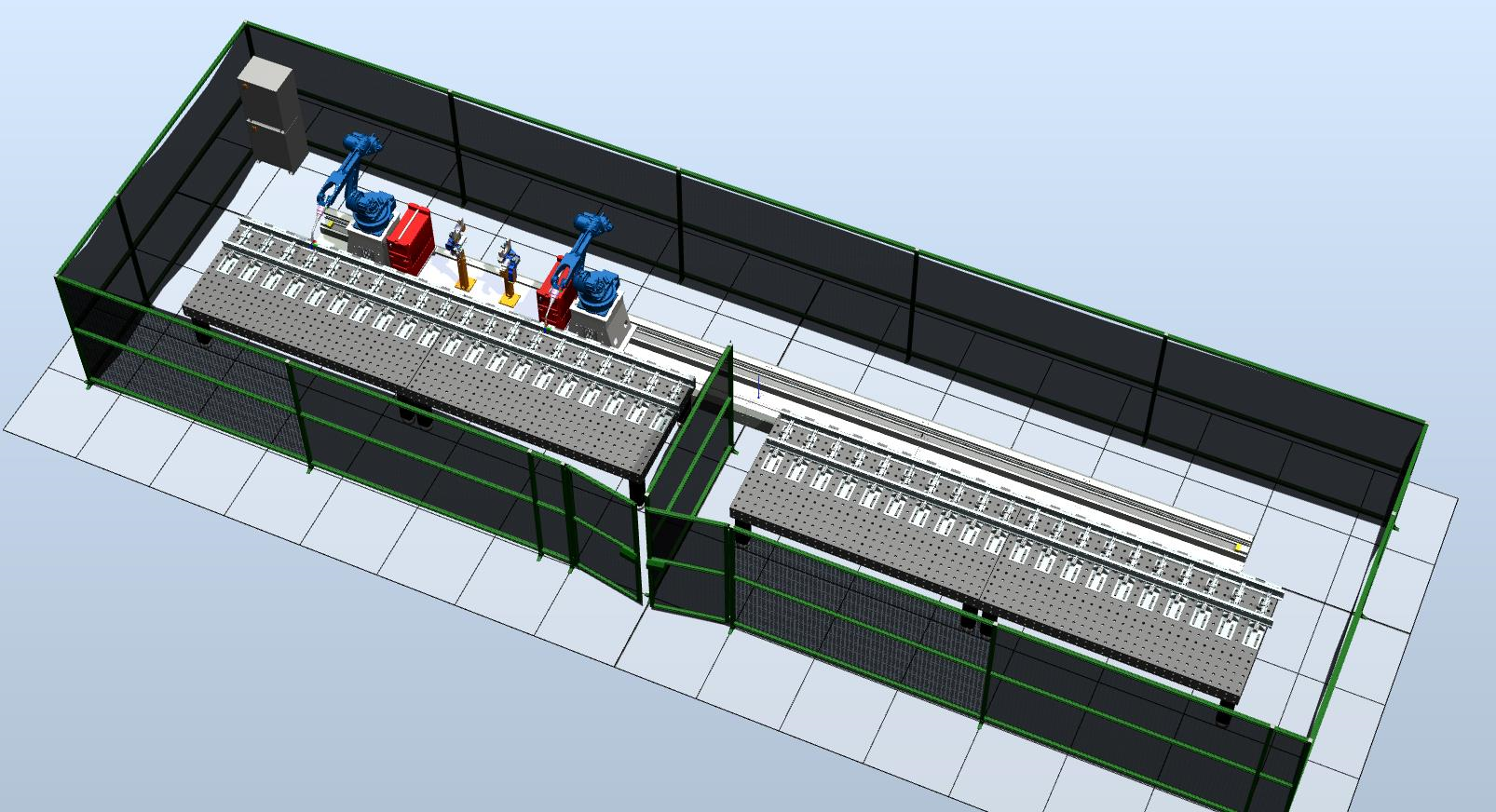
Комплекс предназначен для выполнения автоматической дуговой сварки кабельных лотков и металлоконструкций с использованием двух промышленных роботов, линейной оси перемещения, сварочных источников, станций обслуживания горелок и системы безопасности.
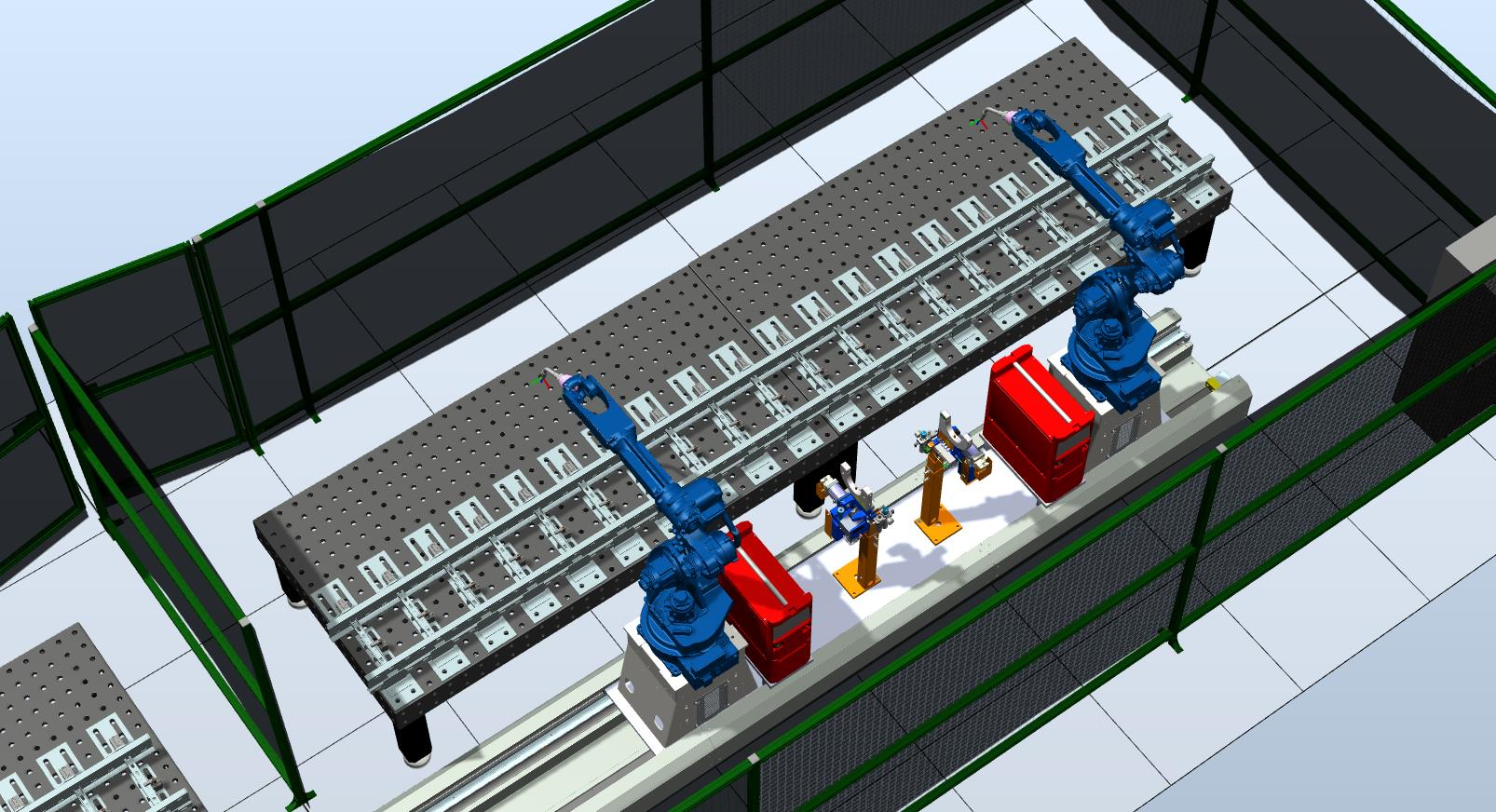
Основными исполнительными механизмами являются промышленные роботы Yaskawa Motoman AR2010, установленные на сдвоенной линейной оси, что позволяет значительно увеличить рабочую зону и обслуживать две независимые зоны сварки.
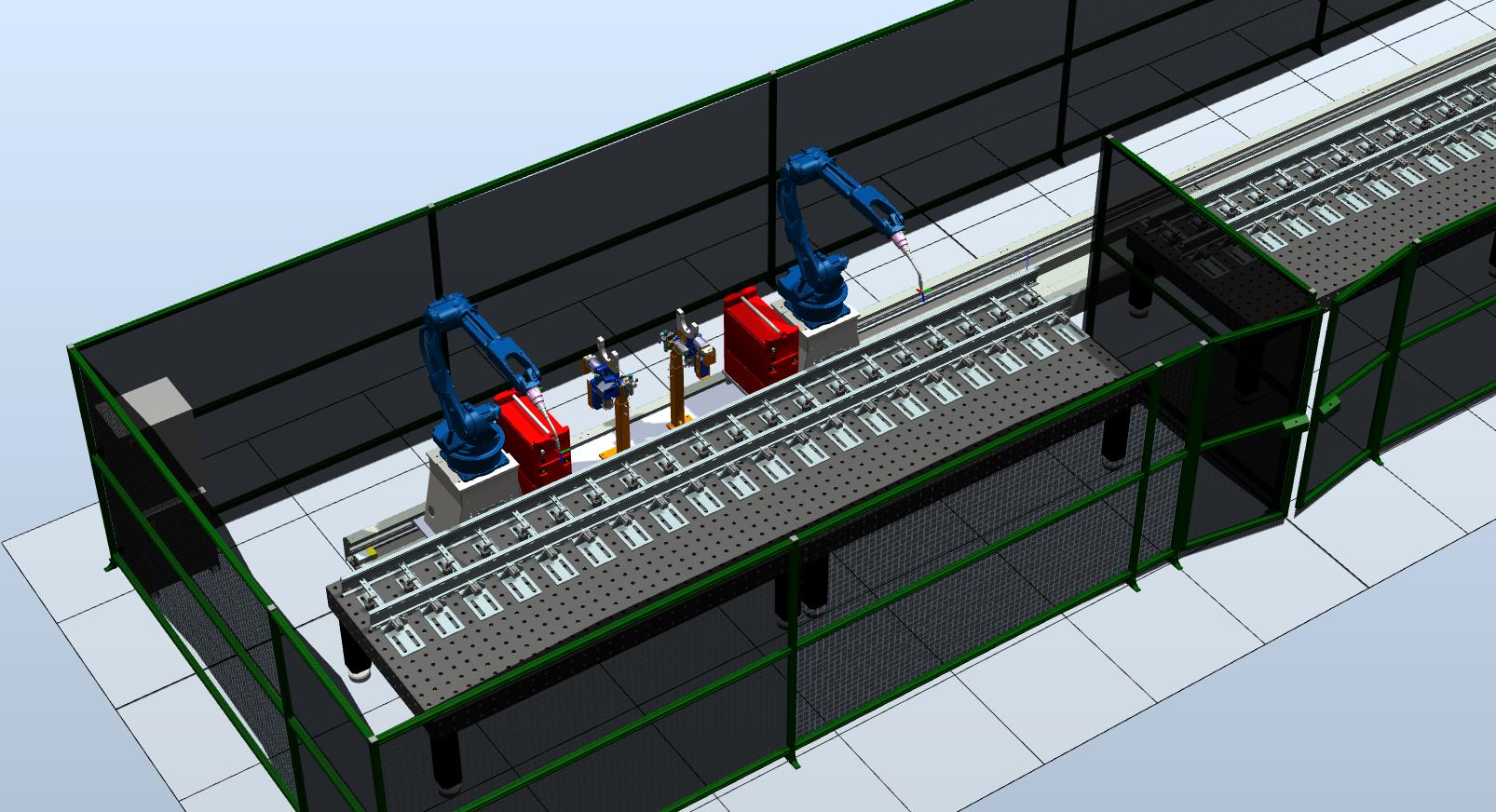
Роботы имеют полую конструкцию руки для прокладки кабелей и шланг-пакетов внутри манипулятора, что уменьшает износ и улучшает доступ к сварным соединениям.
Управление выполняется контроллером Yaskawa YRC1000, поддерживающим синхронную работу роботов, линейной оси и периферийного оборудования.
Перемещение роботов осуществляется по линейной оси длиной 12 000 мм с сервоприводом и высокой точностью позиционирования.
Сварка выполняется источниками MEGMEET Artsen PRO 500P, поддерживающими импульсную сварку, короткую дугу и режимы с минимальным разбрызгиванием.
Роботы оснащаются горелками TRM 602 W с водяным охлаждением, датчиками столкновения и станциями обслуживания SC220ASE для очистки сопла и обрезки проволоки.
Комплекс оснащается сварочной оснасткой, блоками пневматики, защитными ограждениями и системой безопасности.
Описание технологического процесса
-
• Подготовка заготовок
Оператор устанавливает детали кабельного лотка в сварочную оснастку, расположенную в одной из зон комплекса. -
• Выбор программы
На пульте управления выбирается программа сварки, соответствующая типу изделия. -
• Выход оператора из зоны
После установки деталей оператор покидает рабочую зону и подтверждает готовность запуска. -
• Перемещение роботов
Роботы перемещаются по линейной оси в рабочую зону и занимают стартовые позиции. -
• Выполнение сварки
Роботы выполняют сварку в автоматическом режиме: -
прихватка
-
основной шов
-
сварка углов
-
сварка длинных соединений
Линейная ось обеспечивает перемещение вдоль изделия.
-
• Контроль параметров
Контроллер контролирует: -
ток
-
напряжение
-
подачу проволоки
-
положение робота
-
состояние датчиков
-
• Очистка горелки
После заданного количества швов робот автоматически перемещается на станцию обслуживания, где выполняется: -
очистка сопла
-
обрезка проволоки
-
нанесение антибрызговой жидкости
-
• Параллельная работа зон
Пока роботы выполняют сварку в одной зоне, оператор может загружать заготовки во второй. -
• Переключение зоны
После окончания сварки роботы перемещаются во вторую зону, а оператор выгружает готовое изделие. -
• Завершение цикла
После окончания программы: -
роботы переходят в домашнее положение
-
подается сигнал оператору
-
цикл повторяется
Технические характеристики
-
• Робот, осей 6
-
• Грузоподъемность, кг 12
-
• Радиус, мм 2010
-
• Повторяемость, мм 0.03
-
• Масса, кг 260
-
• Линейная ось, мм 12000
-
• Скорость, м/с 1.8
-
• Точность, мм ±0.06
-
• Источник, А 500
-
• Питание, В 380
-
• Мощность, кВА 24
-
• Станция очистки, бар 6–8
-
• Охлаждение, водяное
Комплектация
- • Роботы Yaskawa AR2010, 2 шт
- • Контроллеры YRC1000, 2 шт
- • Линейная ось 12 м, 1 шт
- • Источники Megmeet 500P, 2 шт
- • Блоки охлаждения, 2 шт
- • Механизмы подачи, 2 шт
- • Горелки TRM602, 2 шт
- • Станции SC220ASE, 2 шт
- • Оснастка, 2 комплекта
- • Пневмоблок, 2 шт
- • Ограждения, комплект
- • Система безопасности, комплект
- • Интеграция, комплект
Общая стоимость: 22 258 614 руб. (включая НДС 22%)







