Новости и события


11 Марта 2026
Роботизированный комплекс приварки планок к листу
Описание
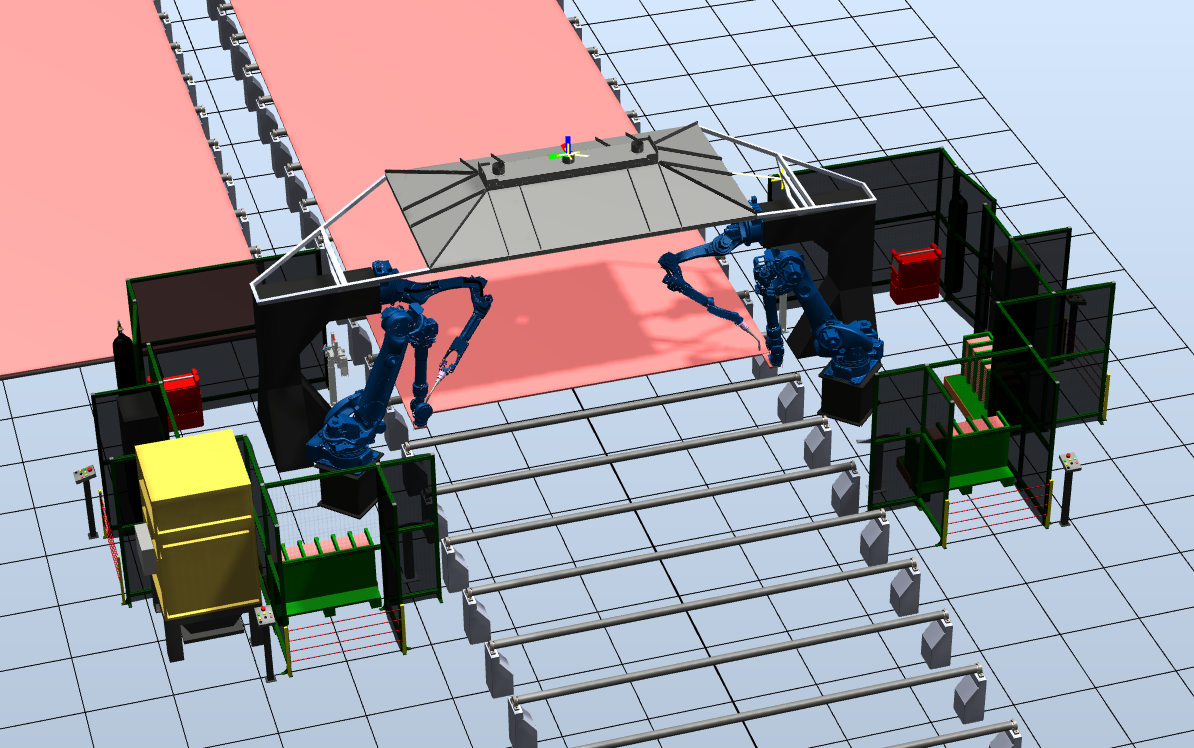
Комплекс предназначен для выполнения автоматической приварки планок к металлическому листу с использованием четырех промышленных роботов, сварочных источников, системы лазерного поиска, манипуляторов подачи планок, фильтрации воздуха и системы безопасности.
Комплекс состоит из двух зеркальных рабочих участков, каждый из которых включает сварочного робота и робота-манипулятора.
В качестве сварочных роботов используются Yaskawa Motoman AR2010, обеспечивающие высокую точность дуговой сварки и увеличенную рабочую зону.
В качестве роботов-манипуляторов применяются Yaskawa Motoman GP180-120, предназначенные для перемещения планок и позиционирования относительно листа. :contentReference[oaicite:0]{index=0}
Роботы управляются контроллерами Yaskawa YRC1000, позволяющими синхронно управлять несколькими роботами, внешними осями и периферийным оборудованием, а также интегрировать комплекс в систему управления предприятия.
Сварка выполняется источниками EWM Titan XQ R500, оснащенными цифровым управлением, блоками подачи проволоки и системой охлаждения.
Используются роботизированные горелки Abicor W500 с датчиками столкновения iCAT и станциями очистки горелок TCS Compact.
Подача планок осуществляется из кассет, расположенных в тароприемниках, с использованием электромагнитных захватов и ориентаторов.
Удаление сварочного дыма выполняется фильтром Совплим MDV-4 с автоматической очисткой картриджей.
Комплекс оснащается рольгангом подачи листа, позиционирующими столами, лазерными дальномерами, ограждениями, системой безопасности и программным обеспечением.
Описание технологического процесса
-
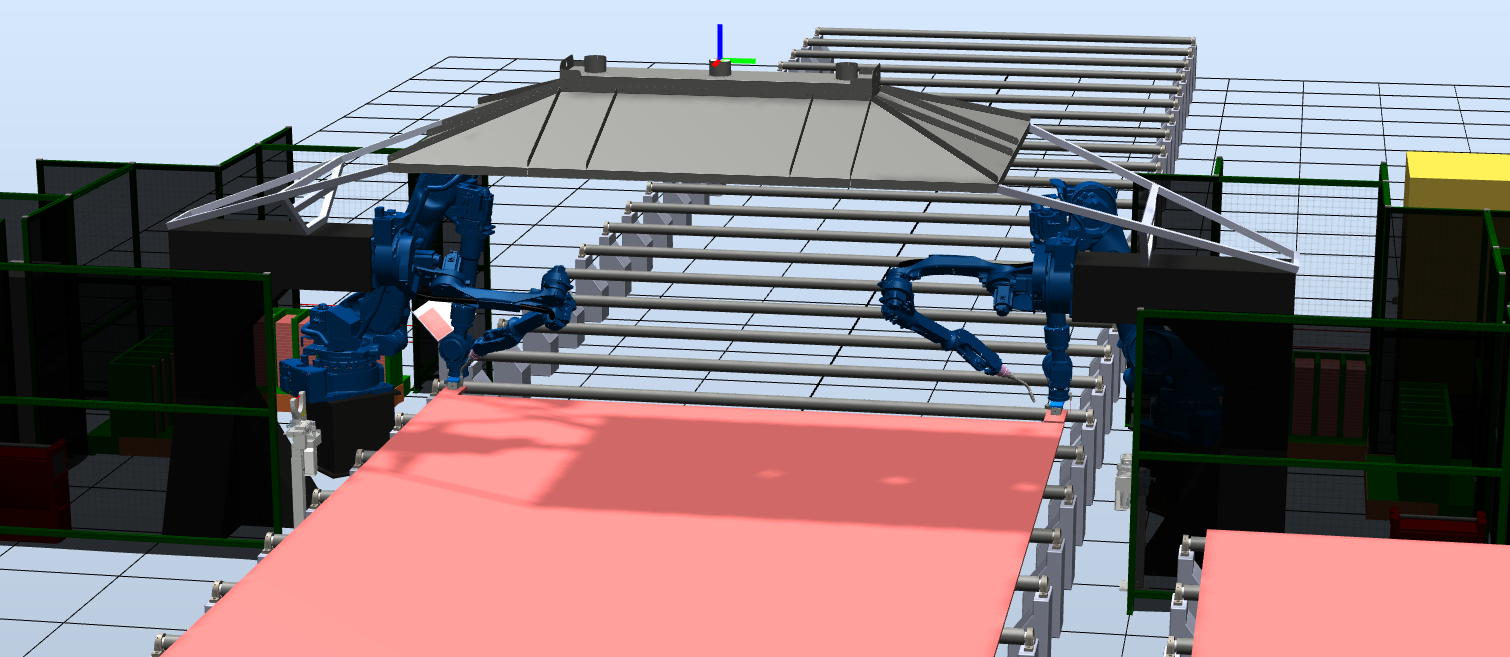
• Подача листа
Металлический лист подается по рольгангу в рабочую зону комплекса и останавливается в заданной позиции. -
• Подача планок
Планки подаются в кассетах, установленных в кассетоприемниках.
Рядом расположен гравитационный ориентатор, позволяющий правильно ориентировать планку перед захватом. -
• Захват планки
Робот-манипулятор GP180 захватывает планку электромагнитным захватом SCHUNK и перемещает ее в зону установки. -
• Поиск положения листа
После остановки листа робот-манипулятор выполняет поиск угла листа при помощи лазерного дальномера SICK. -
• Позиционирование планки
После определения координат робот устанавливает планку в требуемое положение у кромки листа. -
• Фиксация
Манипулятор удерживает планку в заданном положении до окончания сварки. -
• Сварка планки
Сварочный робот AR2010 выполняет приварку планки источником Titan XQ.
Сварка выполняется по заранее записанной программе. -
• Синхронная работа двух участков
Вторая пара роботов выполняет аналогичную операцию на противоположной стороне листа. -
• Поворот изделия / перемещение листа
После приварки планок с одной стороны лист перемещается для обработки противоположного торца. -
• Повтор операции
Процесс повторяется для второй стороны. -
• Очистка горелки
После заданного количества циклов робот автоматически переходит на станцию обслуживания, где выполняется: -
очистка сопла
-
обрезка проволоки
-
нанесение антибрызговой жидкости
-
• Контроль параметров
Система контролирует: -
ток сварки
-
напряжение
-
подачу проволоки
-
положение роботов
-
положение листа
-
состояние датчиков
-
• Удаление дыма
Во время сварки включается фильтр MDV-4, удаляющий сварочный дым из рабочей зоны. -
• Завершение цикла
После окончания приварки лист перемещается по рольгангу на следующий участок. -
• Повтор цикла
Комплекс готов к следующему листу без перенастройки.
Технические характеристики
-
• Робот AR2010, осей 6
-
• Грузоподъемность, кг 12
-
• Радиус, мм 2010
-
• Повторяемость, мм 0.03
-
• Робот GP180, осей 6
-
• Грузоподъемность, кг 120
-
• Радиус, мм 3058
-
• Повторяемость, мм 0.05
-
• Источник, А 500
-
• Мощность, кВт 25.8
-
• Фильтр, м³/ч 3500–6500
-
• Площадь, м² 80
Комплектация
- • Роботы AR2010, 2 шт
- • Роботы GP180-120, 2 шт
- • Контроллеры YRC1000, 4 шт
- • Источники Titan XQ 500, 2 шт
- • Подачи проволоки, 2 шт
- • Горелки Abirob W500, 2 шт
- • Датчики iCAT, 2 шт
- • Станции TCS Compact, 2 шт
- • Электромагниты SCHUNK, 2 шт
- • Дальномеры SICK, 2 шт
- • Тароприемники, 4 шт
- • Позиционирующие столы, 2 шт
- • Фильтр MDV4, 1 шт
- • Ограждения, комплект
- • Система безопасности, комплект
- • Интеграция, комплект
Общая стоимость: 27 236 844 руб. (включая НДС 22%)







