Сварка
- Главная
/ Сварка


11 Марта 2026
Роботизированный технический сварочный комплекс для сварки кабин
Описание
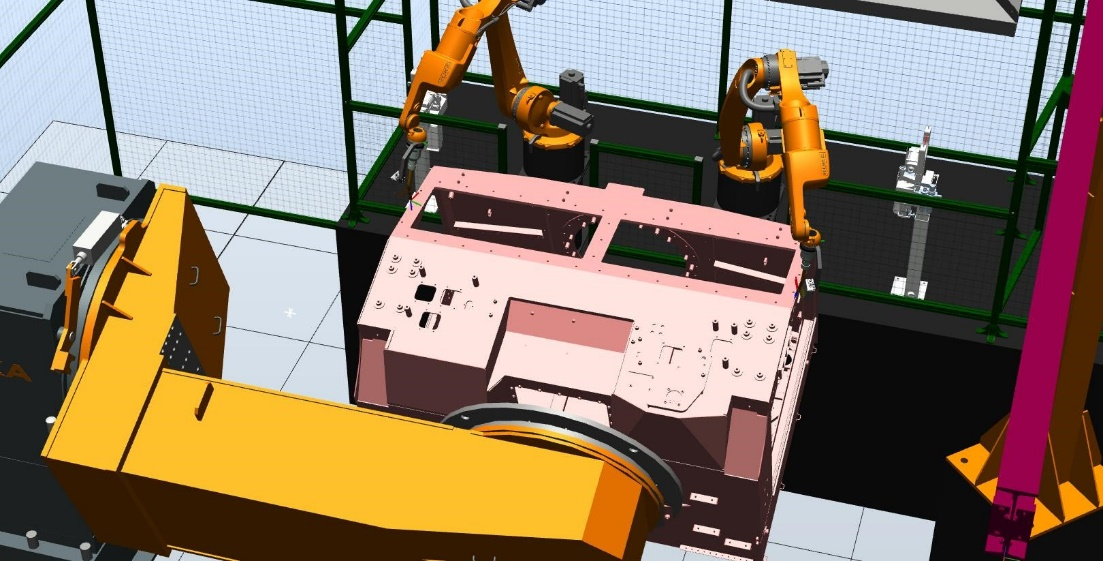
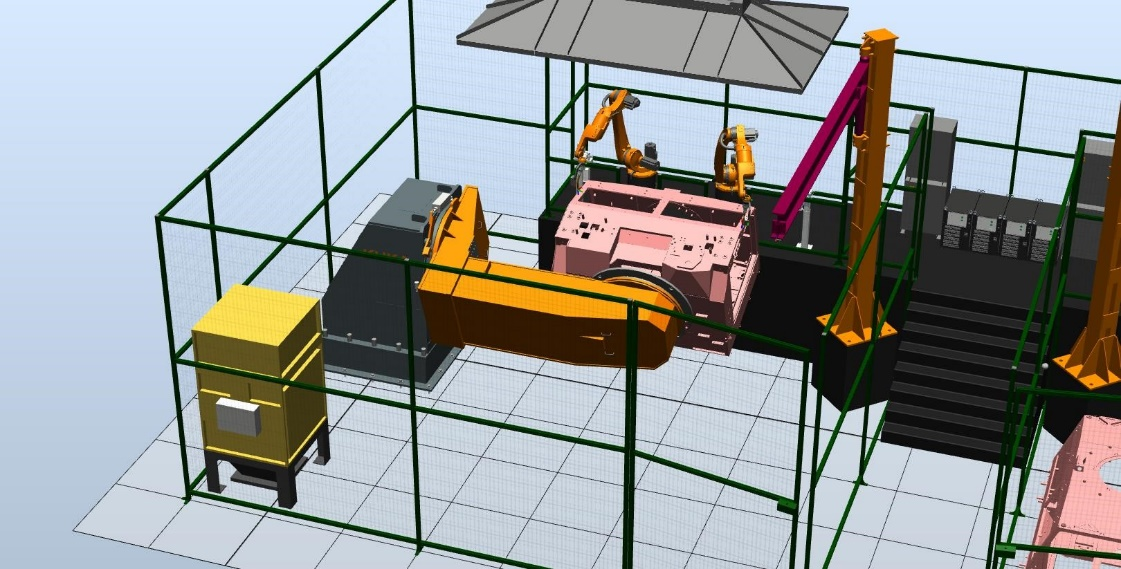
Комплекс предназначен для выполнения роботизированной сварки кабин и крупногабаритных металлоконструкций в среде защитных газов с использованием промышленного робота, двухосевого позиционера, системы слежения за швом, автоматической очистки горелки и системы удаления сварочного дыма.
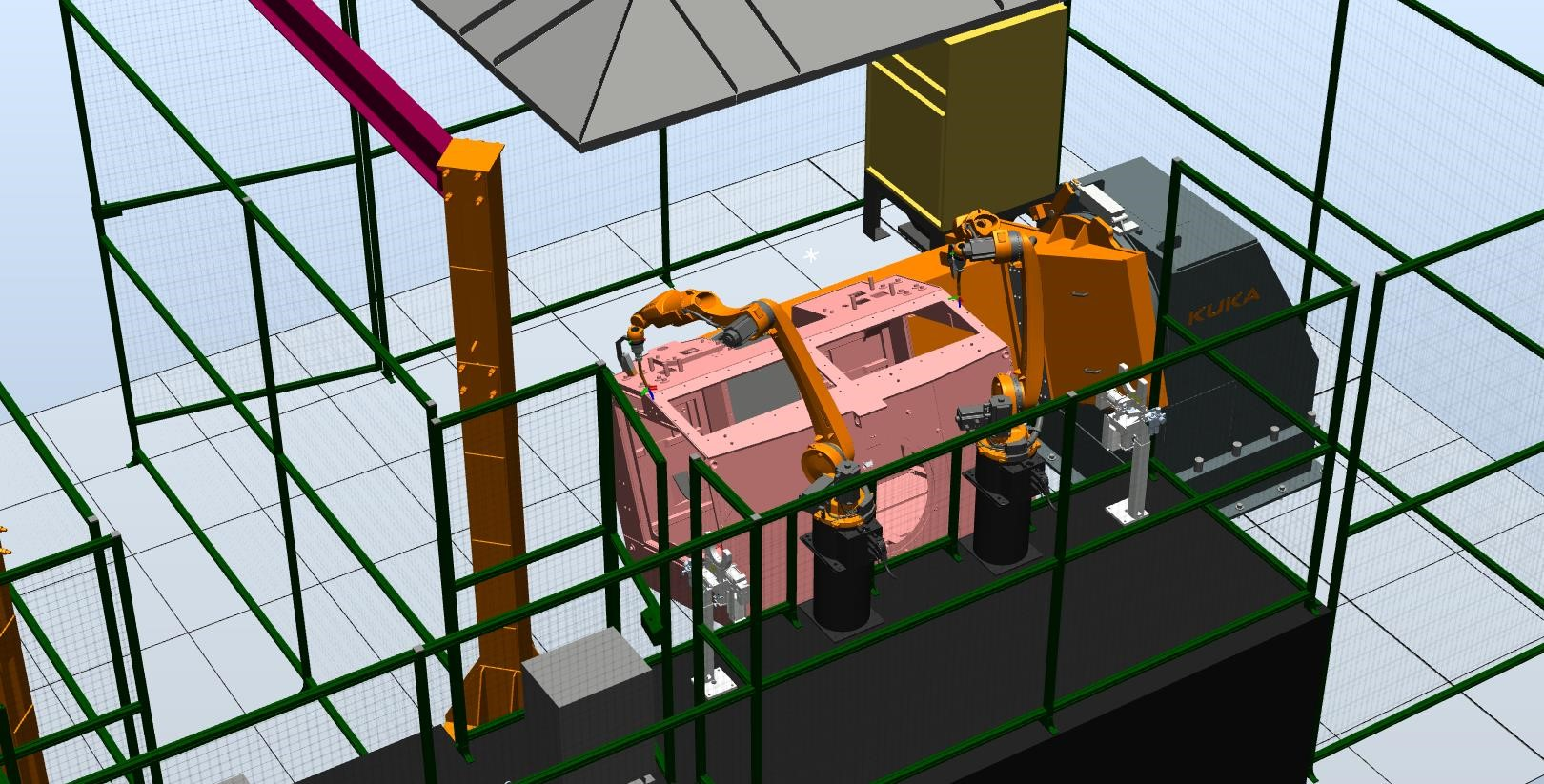
Основой комплекса являются промышленные роботы KUKA KR 8 R2100-2 arc HW, предназначенные для высокоточной дуговой сварки. Роботы серии KR CYBERTECH имеют высокую удельную мощность, большую рабочую зону и обеспечивают стабильную работу в компактных роботизированных ячейках.
Роботы поддерживают создание библиотек сварочных режимов, работу с технологией ARCTECH, использование тактильного сенсора поиска стыка, а также систему автоматической калибровки сварочной горелки.
Управление выполняется контроллером KUKA KR C4 с пультом smartPAD. Контроллер объединяет системы MotionControl, RobotControl, SafetyControl и ProcessControl и обеспечивает интеграцию комплекса в SCADA заказчика.
Позиционирование изделия выполняется при помощи двухосевого позиционера KUKA KP2-SV HW 5000, позволяющего вращать и наклонять заготовку массой до 5000 кг.
Сварка выполняется источниками EWM Titan XQ 500, роботизированными горелками Abicor, системой iCAT, лазерным датчиком слежения Scansonic и станциями очистки горелок BRS.
Удаление дыма выполняется фильтром Совплим, подача воздуха — компрессором Remeza.
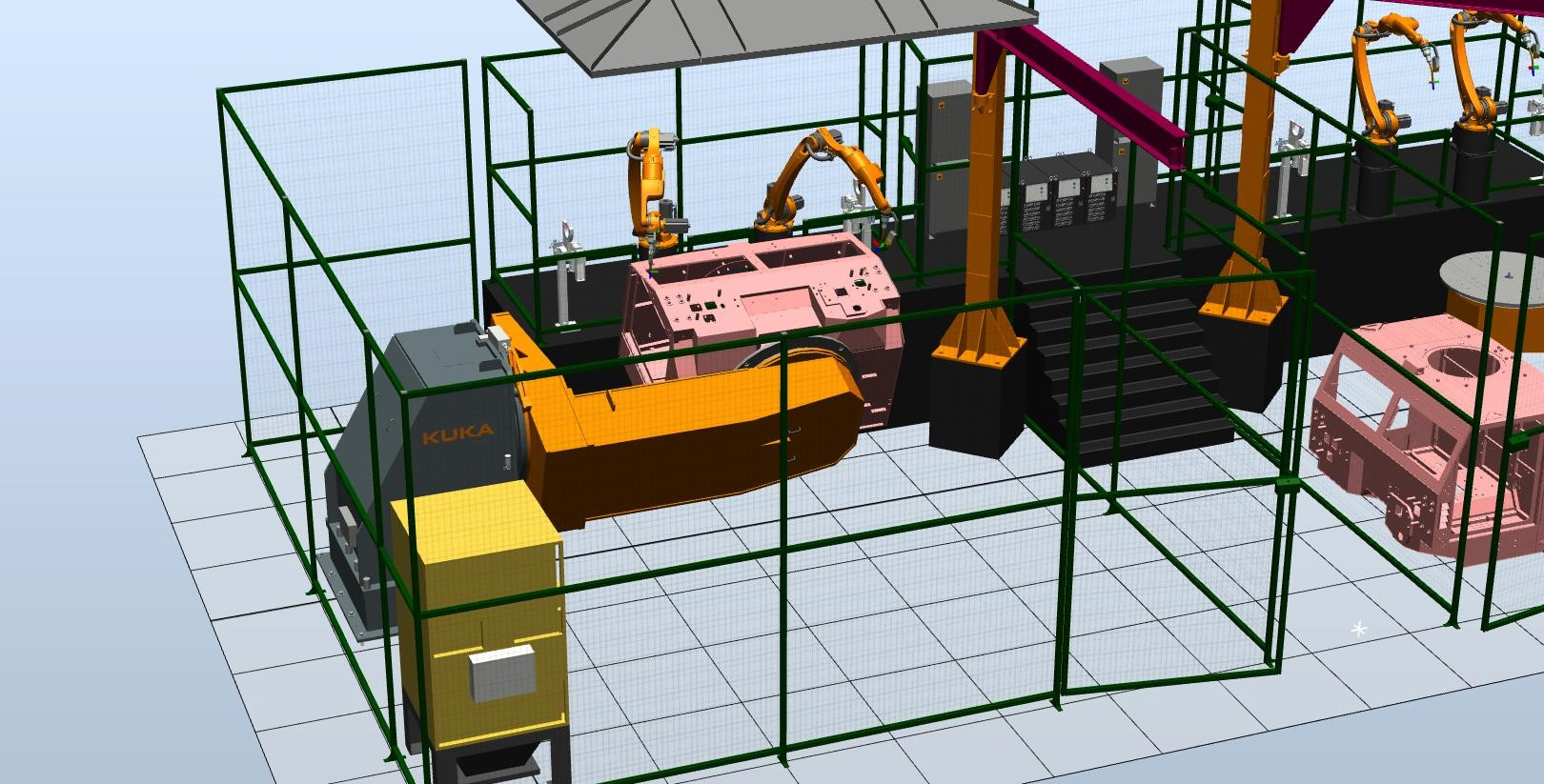
Комплекс оснащается сварочной оснасткой, консолью загрузки, ограждениями, системой безопасности и программным обеспечением.
Описание технологического процесса
-
• Подготовка изделия
Собранная на прихватках кабина или сварная конструкция подается в рабочую зону комплекса при помощи кран-балки или консольного крана. Заготовка устанавливается на сборочно-сварочную оснастку, закрепленную на планшайбе двухосевого позиционера. -
• Фиксация детали
После установки оператор выполняет фиксацию изделия в оснастке. Позиционер переводится в исходное положение загрузки. Проверяется правильность закрепления, после чего оператор покидает рабочую зону и подтверждает готовность к запуску. -
• Запуск программы
Оператор выбирает программу сварки на пульте KUKA smartPAD.
При необходимости программа может быть создана или откорректирована вручную либо загружена из памяти контроллера. -
• Автоматическое позиционирование
После запуска позиционер автоматически поворачивает и наклоняет изделие в рабочее положение, обеспечивая оптимальный доступ роботов ко всем швам. -
• Поиск шва
Перед сваркой выполняется поиск стыка: -
тактильным сенсором соплом
-
лазерным датчиком Scansonic
-
системой автоматической коррекции траектории
Полученные данные передаются в контроллер робота и используются для корректировки программы.
- • Выполнение сварки
Роботы выполняют сварку в автоматическом режиме с использованием источников Titan XQ.
В процессе используются заранее заданные режимы, сохраненные в библиотеке.
Выполняются операции:
-
прихватка
-
основная сварка
-
прерывистая сварка
-
сварка в неудобных положениях
-
многопроходная сварка
-
• Синхронная работа позиционера
Во время сварки позиционер может поворачивать деталь, обеспечивая: -
сварку в нижнем положении
-
удобный доступ к труднодоступным зонам
-
постоянное положение шва
-
• Контроль процесса
Контроллер контролирует: -
ток
-
напряжение
-
подачу проволоки
-
расход газа
-
положение робота
-
состояние датчиков
При отклонениях процесс автоматически останавливается.
- • Очистка горелки
После заданного количества швов робот автоматически переходит на станцию BRS, где выполняется: - очистка сопла
- обрезка проволоки
- нанесение антибрызговой жидкости
- проверка TCP
Частота очистки задается оператором.
-
• Завершение сварки
После окончания программы: -
роботы возвращаются в домашнее положение
-
позиционер переводится в положение выгрузки
-
подается сигнал оператору
-
• Выгрузка изделия
Оператор открывает рабочую зону, снимает готовую кабину с оснастки и устанавливает новую заготовку. -
• Повтор цикла
После установки следующего изделия цикл повторяется.
Технические характеристики
-
• Робот, осей 6
-
• Радиус, мм 2101
-
• Повторяемость, мм ±0.04
-
• Грузоподъемность, кг 8
-
• Позиционер, кг 5000
-
• Осей, 2
-
• Радиус инструмента, мм 2200
-
• Источник, А 500
-
• Мощность, кВт 25.8
-
• Фильтр, м³/ч 3500–6500
-
• Компрессор, л/мин 450
Комплектация
- • Роботы KUKA, 2
- • Позиционер, 1
- • Источники Titan, 2
- • Горелки, 2
- • iCAT, 2
- • BRS, 2
- • Scansonic, 2
- • Фильтр, 1
- • Компрессор, 1
- • Оснастка, комплект
- • Ограждения, комплект
- • Интеграция, комплект
Общая стоимость: Цена по запросу руб. (включая НДС 22%)





