Обслуживание станков
- Главная
/ Обслуживание станков

12 Марта 2022
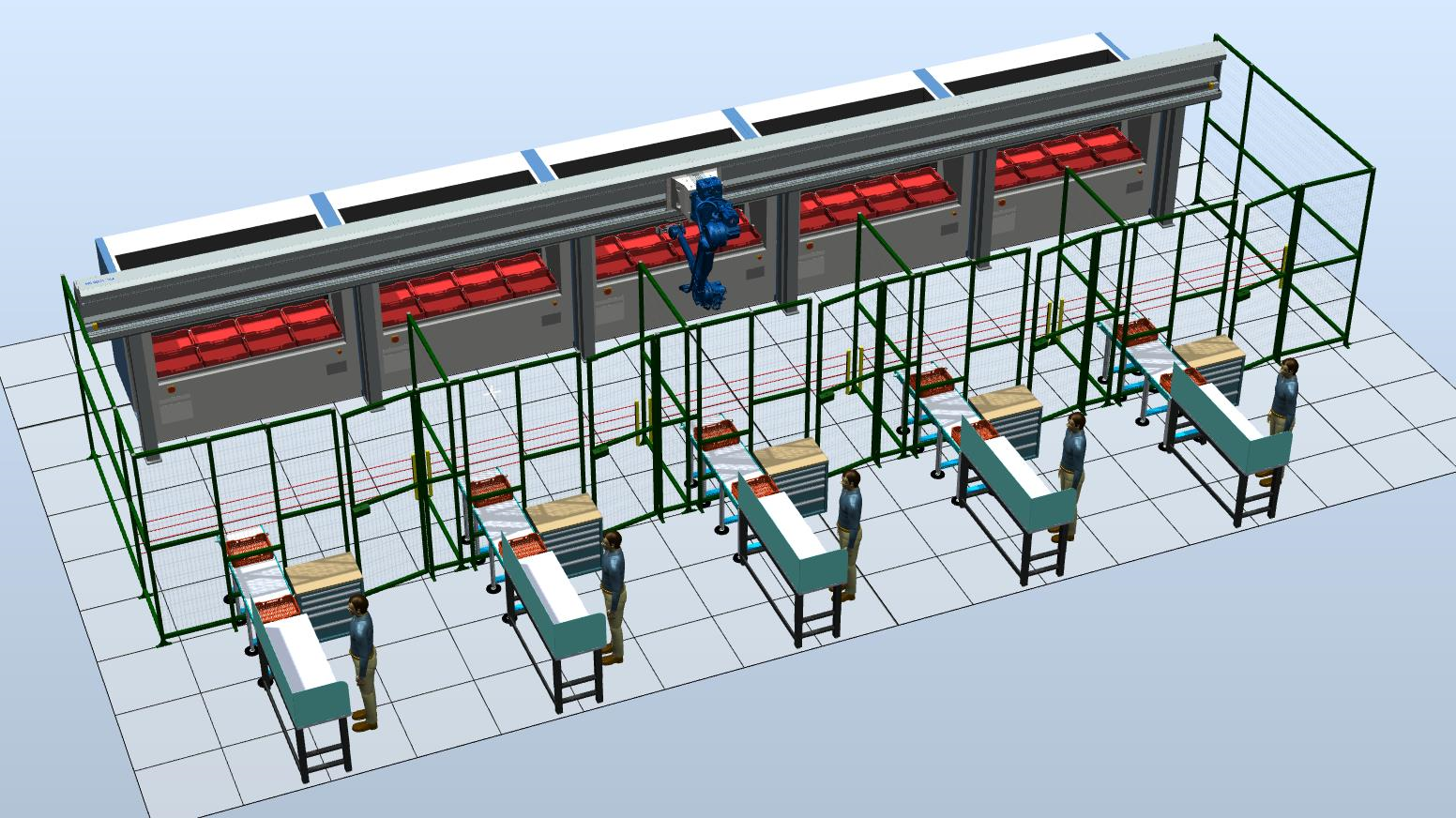
Универсальный роботизированный комплекс
Комплекс для распределения лотков по шкафам и выдачи лотков через окно сборщику.
Лоток → Сканирование кода → Сортировка → Роботизированная укладка → Выдача → Возврат → Обратная сортировка
Промышленный робот-манипулятор Yaskawa GP35L
Yaskawa GP35L — универсальный шестиосевой промышленный робот с полезной нагрузкой 35 кг, увеличенным радиусом действия 2 538 мм и высокой повторяемостью ±0,07 мм.
Робот дает удачное сочетание нагрузки, скорости и момента на осях, за счет чего достигаются высокая скорость и ускорение. Компактная конструкция занимает меньше места и снижает помехи для периферийных устройств.
Доступна версия со степенью защиты IP65/67 для работы в неблагоприятных условиях.
Подходит для широкого спектра применений: обработка, сборка, резка, аддитивные технологии и т.д.
Технические характеристики
- Количество осей: 6
- Максимальная грузоподъемность: 35 кг
- Повторяемость: 0,07 мм
- Досягаемость: 2 538 мм
- Рабочий температурный режим: 0…+45 °C
- Масса: 600 кг
- Номинальная мощность: 4 кВт
Оси и скорости
- Ось S: диапазон ±180°, скорость 180°/сек
- Ось L: диапазон +135° / -90°, скорость 140°/сек
- Ось U: диапазон +206° / -80°, скорость 178°/сек
- Ось R: диапазон ±360°, скорость 250°/сек, момент 147 Н·м, инерция 10 кг/м²
- Ось B: диапазон ±125°, скорость 250°/сек, момент 147 Н·м, инерция 10 кг/м²
- Ось T: диапазон ±360°, скорость 360°/сек, момент 78 Н·м, инерция 4 кг/м²
 ## Линейная ось Yaskawa TSL 1000 – 16 000
## Линейная ось Yaskawa TSL 1000 – 16 000
Yaskawa TSL 1000 – 16 000 (фактическая длина задается в проекте) — линейная ось с сервоприводом и кареткой, позволяющей перемещать одного или двух роботов, что расширяет рабочий диапазон.
Технические характеристики
- Максимальная грузоподъемность: 1000
- Максимальная скорость: 1,8 м/с
- Ускорение: 1,6 м/с²
- Точность позиционирования: ±0,06 мм
Контроллер и пульт Yaskawa Motoman YRC 1000
Yaskawa Motoman YRC 1000 — компактная и мощная многозадачная платформа для роботов и периферии (позиционеры, линейные оси, порталы). Координирует движение до 8 роботов (главный/подчиненный) и дополнительных внешних осей (в сумме до 72).
Контроллер поставляется со стандартным пультом программирования: сенсорный дисплей, горячие клавиши, быстрое задание позиций и параметров. Структура программ понятная: логика на основе строк и операторов. Есть язык высокого уровня Inform III для более сложных сценариев (логика, функции движения, связи и т.п.). Управление правами пользователей реализовано через современную систему USB.
Производительность и точность движения
Быстрый многозадачный процессор и высокоскоростные сервоприводы обеспечивают высокие ускорения, скорости вращения осей и точную траекторию.
- Время загрузки: менее 40 секунд
- ARM (Advanced Robot Motion): динамический расчет момента и нагрузки, оптимизация ускорения/скорости, устранение вибраций, быстрая коррекция целевой координаты, обнаружение коллизий
- Встроенный мягкий ПЛК: может управлять периферией и небольшими ячейками, в простых комплексах снижает потребность в отдельном ПЛК
Интеграция и связь
Контроллер легко встраивается в существующие сети и оснащен стандартными интерфейсами (например, два порта Ethernet, цифровые входы/выходы), а также функцией web-сервера TCP/IP с поддержкой FTP для удаленного мониторинга и обслуживания.
Поддерживаются интерфейсы и протоколы для цифрового производства, включая OPC/UA (в т.ч. спецификация VDMA Robotics Companion Specification), а также широкий набор промышленных шин и протоколов (Profinet, DeviceNet, Profibus, Ethernet/IP, ModbusTCP, EtherCAT и др., включая варианты safety).
Методы программирования и инструменты
Поддерживаются разные подходы — выбираются под задачу и среду:
- стандартный обучающий пульт (сенсорный)
- интеграция в ПЛК-среды IEC 61131 (Motologix)
- ПК-программирование
- offline-моделирование MotoSimVRC и сторонние OLP / Digital Twin
- мастера и приложения (например, Welding Wizard, PalletSolver, Motologix)
- CAD/CAM постпроцессоры (G-code)
- ROS и сторонние среды
- API/SDK (например, Motoplus C/C++, MotoCom32 SDK)
- 2D/3D зрение, подбор контейнеров, датчики силы/момента, ИИ/нейросети
Система смены инструмента Itautotools LTC-0040A
Система смены инструмента позволяет быстро и автоматически поменять устройство на фланце робота (одно на другое).
Характеристики
- Рекомендуемая нагрузка: 40 кг
- Зажимное усилие: 7497 Н
- Допустимый крутящий момент (стат.): 216 Н·м
- Допустимый вращающий момент (стат.): 228 Н·м
Подходит для погрузочно-разгрузочных работ, сварки и других применений.
Есть самоблокировка при потере давления: основной фланец и фланец инструмента не разъединяются даже при случайном отсоединении.
Этапы проекта
Проект состоит из двух больших этапов:
- Этап распределения лотков по шкафам
- Этап выдачи лотка
Каждый этап требует соблюдения условий ниже — это основа стабильной работы комплекса.
Условия и требования к лоткам
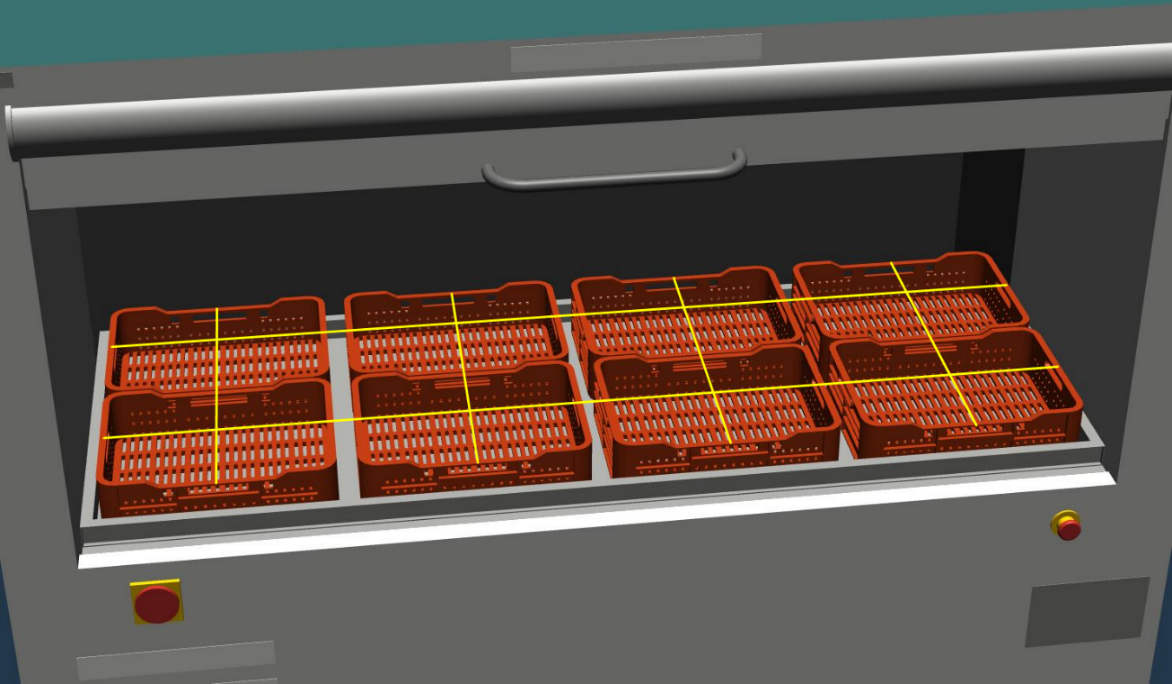
- Лотки с продукцией должны быть унифицированы и иметь места для фиксации захватом: технологические отверстия, кронштейны, петли и т.п., находящиеся строго в определенных местах на каждом лотке. Эти места не должны перекрываться продукцией.
- Каждый лоток должен иметь штрихкод или QR-код, привязанный к общей системе учета. Код должен быть в верхней части лотка, в месте, доступном для сканирования (например, лазерная гравировка на металлической прищепке).
- Расположение лотков на столе выдачи должно соответствовать заданной схеме. Смещения возможны, но должны быть минимальны.
- Каждому шкафу должен соответствовать свой набор лотков с кодами, с которыми робот будет работать на этапе выдачи (файл с кодами привязывается к контроллеру и может редактироваться наладчиками в любой момент).
- Важен форм-фактор лотков, принадлежащих конкретному шкафу, так как это влияет на конфигурацию захвата. Если в одном шкафу планируются лотки разных форм-факторов, в код нужно добавить информацию о типе лотка — чтобы робот мог сменить захват на станции смены инструмента под конкретный тип (это усложняет и удорожает решение).
Этап 1: распределение лотков по шкафам
Предварительное распределение можно выполнить через транспортер со сканером на входе:
- лоток устанавливается на транспортер и проходит через зону считывания кода
- контроллер определяет, к какому шкафу относится лоток
- когда лоток оказывается рядом с нужным шкафом, автоматика блокирует движение
- лоток сталкивается на малый транспортер, ведущий к роботу
- робот переносит лоток на загрузочный стол
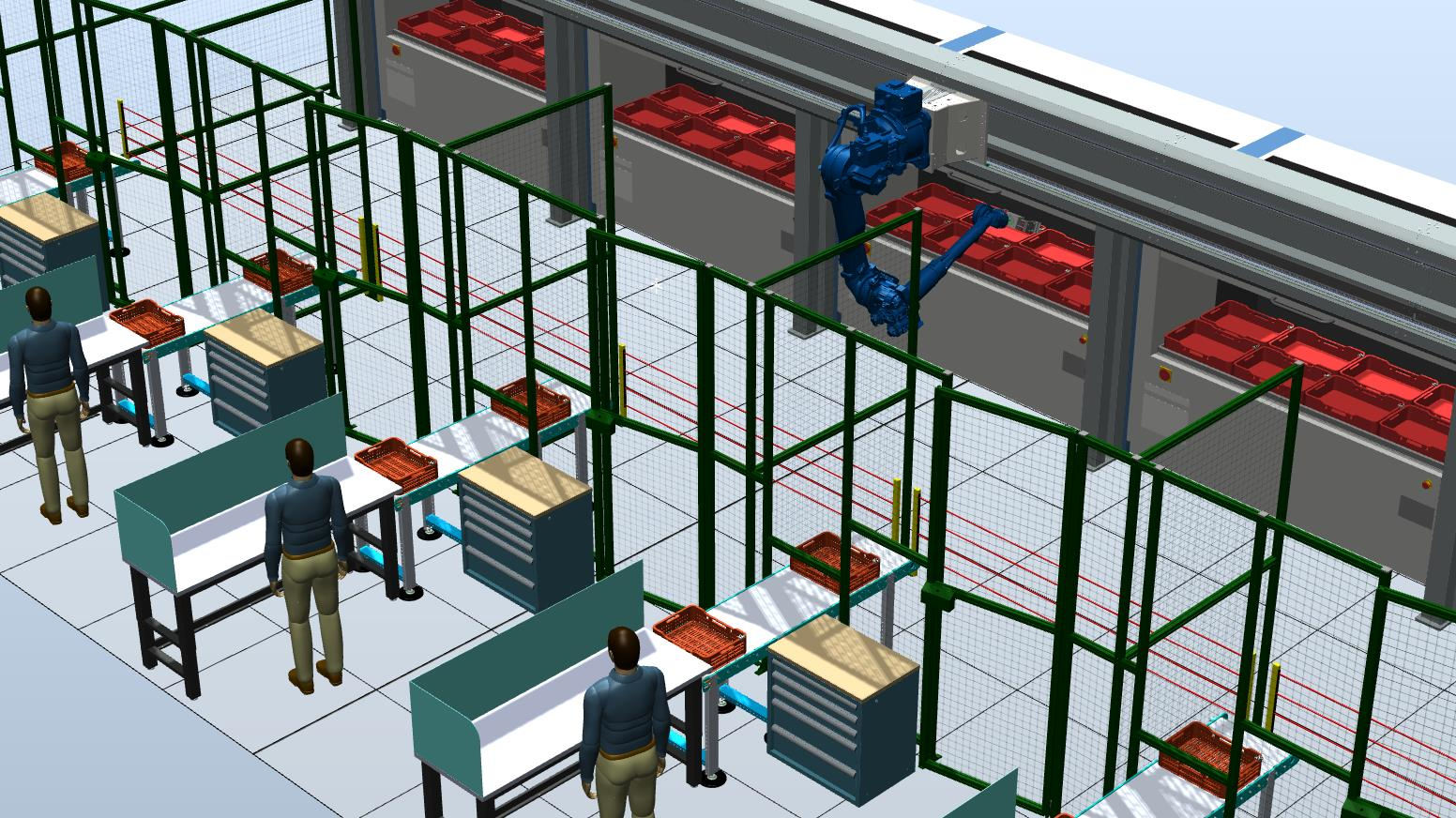
Безопасность участка
Роботизированный участок — отдельно огороженная ячейка, где также предусмотрена ручная загрузка лотка в шкаф (например, на время обслуживания).
На входе установлен концевик, связанный с системой безопасности: при открытии двери движение робота прекращается до выхода оператора и подтверждения нажатием кнопки.
Этап 2: выдача лотка
 После того как робот-отправитель подтверждает установку лотка на загрузочный
стол и передает данные роботу-получателю, загрузочный стол перемещается вверх —
в зону выдачи.
После того как робот-отправитель подтверждает установку лотка на загрузочный
стол и передает данные роботу-получателю, загрузочный стол перемещается вверх —
в зону выдачи.
В зоне выдачи:
- робот получает сигнал, что в окне выдачи появился новый стол
- робот перемещается в окно выдачи и сканирует стол в поисках нужного штрихкода/QR-кода на лотке (сканирование занимает несколько секунд)
- робот забирает нужный лоток и переносит его на малый транспортер, который перемещает лоток к сборщику
Сборщик получает лоток через специальное окно, находясь снаружи зоны действия робота.
После выполнения работы оператор возвращает лоток тем же транспортером, а робот выставляет его обратно в шкаф, отметив как использованный. Далее лоток возвращается в зону сортировки, где перемещается к пустым.
Комплектация
- Промышленный робот Yaskawa Motoman GP35L - Контроллер Yaskawa Motoman YRC 1000 и пульт управления - Линейная ось Yaskawa Motoman длиной 16 000 мм - Пневмомеханический захват — 2 шт. - Система смены инструмента Itautotools LTC-0040A - Промышленный сканер QR-кодов - Транспортер — 5 шт. - Световые барьеры — 5 шт. - Интеграция оборудования в единый комплекс (ПО, блоки управления, кабели, шланги, защитные ограждения, разъемы, кронштейны) - пусконаладочные работы - обучение персонала







